



Цель работы. Получение отсутствующих сведений по массопередаче при поглощении оксида фосфора раствором динатрийфосфата в распылительной колонне.
Экспериментальная часть
Фосфорный шлам с содержанием 52-58 % желтого фосфора сжигали в наклонной трубе диаметром 0,12 м непрерывным просасыванием через нее воздуха. В минеральной части шлама определено наличие до 42 % масс P2O5, 19,5 % SiO2, 28,3 % C, 5,3 % CaO, 2,1 % R2O3. Плотность шлама составляла 1590-1630 кг/м3. Степень выгорания фосфора и степень его отгонки азотом определяли по разности начального и конечного содержания фосфора в шлаке. Степень абсорбции оксидов фосфора определяли по содержанию P2O5 в газе до и после распылительной колонки |4,5| методом фотоколориметрии поглотительного раствора.
Результаты и их обсуждения
Сравнение результатов исследования выгорания фосфора при аэрации шлама воздухом и отдувки фосфора азотом показало, что в обоих случаях степень удаления фосфора из шламовой массы примерно равны.
Это показывает, что окисление фосфора проходит по следующей схеме.
Первоначально фосфор испаряется в газовую фазу:
Р4(Ж)→Р4(Газ)
Пары фосфора окисляются кислородом:
P4(газ) + 5O2→P4O10(газ)
Оксиды фосфора, взаимодействуя с парами воды, образуют туман:
P4O10(газ)+ 6Н2O(пар)→4H3PO4(газ)
4H3PO4(газ)→4H3PO4(ж)
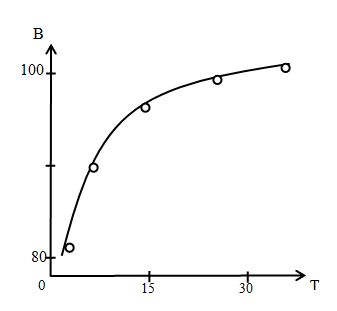
Как видно из рисунка 1, требуемое время пребывания шлака в печи составляет 25-30 минут. Максимальная степень выгорания (98,6 %) фосфора достигается при коэффициенте избытка воздуха К равном 3-3,5. С дальнейшим увеличением подачи воздуха степень выгорания даже понижается и составляет при К=5 уже 97 %. Это объясняется относительным понижением температуры в печи (на 50-60 0С) и, как следствие этого, падением скорости отгонки фосфора.
Уходящие из печи газы содержат 150-160 г/м3 P2O5, 2,5-3 г/м3 Р2О3 и до 0,6 г/м3 SiF4. Температура газов на выходе из печи составляет 500 0С.
Газы из печи сжигания подавали в полую распылительную колонку, орошаемую двумя форсунками. Перед колонкой к газу добавляли водяной пар из расчета 0,5 кг на 1 кг сжигаемого фосфора.
Как видно из рисунка 2, с увеличением расхода воды на распыление в колонне с 2 до 6 кг на 1 кг шлама поглощения пентаоксида фосфора возрастает с 58 до 72,6 %.

Рисунок 2. Влияние расхода воды (G, кг/кг шлама) (1) и раствора, содержащего 12 % динатрийфосфата (2) или 25 % динатрийфосфата (3), на степень поглощения пентаоксида фосфата (А, %) и концентрацию фосфорной кислоты (С, % масс) на выходе из колонны.
Степень поглощения пентаоксида фосфора раствором динатрийфосфата выше, чем при поглощении водой, и максимально она достигает 77 % при подаче раствора в количестве 12,5 кг на 1 кг шлама.
В Процессе абсорбции при подкислении раствора динатрийфосфата происходит его гидролиз:
Na2HPO4+ H2O→NaH2PO4+NaOH
NaOH+H3PO4→NaH2PO4+H2O
Гидроксид натрия, связывая фосфорную кислот, тоже переходит в мононатрийфосфат.
При поглощении пентаоксида фосфора водой с увеличением подачи воды с 2 до 6 кг/кг шлама концентрация фосфорной кислоты на выходе из колонны снижается с 50 до 26 % масс.
При абсорбции пентаоксида фосфора в распылительной колонне диаметром 300 мм и высотой 2200 мм коэффициент массопередачи меняется от 250 ч-1 до 330 ч-1 для 12 % орошающего раствора динарийфосфата.
При орошении колонны раствором, содержащим 25 % динатрийфосфата, коэффициент массопередачи составляет Kv=300-405 час1 (рисунок 3).
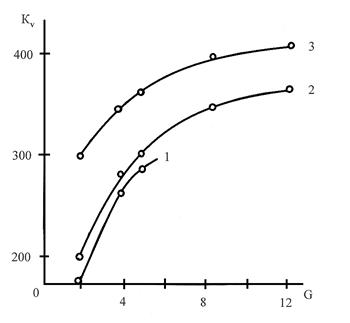
Рисунок 3. Влияние Расхода (G, кг/кг шлама) воды (1), 12 % раствора динатрийфосфата (2) и 25 % раствора динатрийфосфата (3) на коэффициент массопередачи (Kv, час-1 ) при абсорбции пентаоксида из печных газов
В процессе абсорбции всвязи с конверсией динатрийфосфата в мононатрийфосфат происходит подкисление раствора и значение рН его понижается с 9,7 до ~6.
Заключение
Абсорбция оксидов фосфора раствором динатрийфосфата эффективнее чем водой или фосфорной кислотой. Степень абсорбции оксидов в распылительной колонне достигает 77 %.
Рецензенты:
- Луконин В. П. д.т.н., профессор, генеральный директор Федерального государственного унитарного предприятия «Научно-исследовательский институт химии и технологии полимеров имени академика В.А. Каргина с опытным заводом» (ФГУП «НИИ Полимеров»), г. Дзержинск.
- Ширшин К. В., д.х.н., профессор, заместитель директора Федерального государственного унитарного предприятия «Научно-исследовательский институт химии и технологии полимеров имени академика В.А. Каргина с опытным заводом» (ФГУП «НИИ Полимеров») по научной работе, г.Дзержинск.