



Сложность и многообразие процессов лесопользования предопределяет необходимость применения универсальных комбинированных методов, которые невозможно эффективно реализовывать без специализированных автоматизированных систем [1]. При моделировании технологических процессов одним из основополагающих и ключевых моментов является этап формализации поставленной задачи в виде одного из экономических показателей эффективности процесса и выражения выбранных показателей в виде конкретных математических зависимостей и отношений (функций, уравнений, неравенств и пр.) [4]. Имитационное моделирование процесса лесопиления является эффективным способом принятия решения ввиду ряда факторов, таких как невозможность построения аналитической модели (наличие в системе нелинейности и стохастических переменных); необходимость имитировать поведение системы во времени; высокая стоимость или невозможность экспериментировать на реальном объекте.
В настоящее время ведется активная разработка станков и механизмов лесопиления, направленных на повышение производительности и качества выпиливаемых пиломатериалов, а также на снижение металлоемкости. Ярким представителем данных разработок является лесной комбайн, уменьшающий также затраты на транспортировку древесины [3]. Минусом подобных механизмов является сложность конструкции, поэтому значительный удельный вес в лесопилении благодаря простой конструкции и высокой производительности по-прежнему занимают лесопильные рамы.
Цель и методы исследования
Повышение эффективности работы рамных потоков можно достичь за счет назначения оптимальных размеров межоперационных запасов, позволяющих синхронизировать работу станков и механизмов. В данной работе приведены результаты исследований функционирования наиболее распространенной в лесной отрасли лесопильной рамы модели Р63-4Б для различных производственных условий. Постава выбраны «тяжелые», т.е. схема раскроя бревен принята вразвал.
Стохастичность входного потока лесоматериалов, поступающих в пачках со склада сырья в лесообрабатывающий цех (ЛОЦ) при помощи подъемно-транспортного механизма, требует межоперационного запаса пачек бревен перед цехом, а стохастичность поступления бревен по подающему транспортеру — межоперационного запаса перед головным станком. Условия стохастической неопределенности входных параметров и способы адаптации к ним были рассмотрены для заготовительных систем в статье [6] с применением кластеризации. В данной работе для решения данных условий также проводится кластеризация входного потока лесоматериалов по диаметрам. Недостаточная емкость питателей снижает загрузку головного станка сырьем и, следовательно, производительность цеха как по сырью, так и по готовой продукции. В этой связи целесообразно выявить и оценить зависимость коэффициента загрузки головного станка сырьем от емкости накопителей. Расчеты проведены для средних условий работы лесопильных цехов Среднего Урала. Исследовался технологический процесс потока: подача пачек бревен с объемами 7,4 м3 со склада сырья в цех производится подъемно-транспортным механизмом (ПТМ) со средней длительностью цикла 480 с. С питателя пачек бревен сырье поштучно подается продольным транспортером Б-22Е-01 со скоростью 0,8 м/с на питатель одноэтажной лесопильной рамы Р63-4Б. Параметры длительности цикла деления круглых лесоматериалов для станка Р63-4Б по заданным поставам определены по компонент-программе (КП) «СТАНОК» комплекс-программы (КП) «ЦЕХ». Методология решения технологических задач с использованием имитационного моделирования, в частности на базе КП «ЦЕХ», изложена в работах [2, 5].
Возможны следующие основные способы синхронизации работы головного станка ЛОЦ с предшествующими операциями.
1. Назначение оптимальной емкости питателя пачек бревен ЕПБП при «жестокой связи» головного станка ГС1 с подающим транспортером (практически длина питателя ГС1 LГС1П=dmax, где dmax – максимальный диаметр бревна).
2. Назначение оптимальной длины питателя бревен головного станка LГС1П при минимальной емкости питателя пачек бревен.
3. Назначение оптимальных емкостей питателей ЕПБП и LГС1П. При недостижении должного коэффициента загрузки головного станка сырьем КГС1З перечисленными способами параметры длительности цикла подъемно-транспортного механизма tПТМЦ на подаче пачек бревен к цеху уменьшают.
Влияние емкости питателя ЕПБП перед цехом на загрузку лесопильной рамы
Задача решалась для наиболее тяжелых условий работы ГС – распиловка несортированного пиловочного сырья вразвал на необрезные пиломатериалы. Результаты имитационного моделирования по КП «ПОТОК» КП «ЦЕХ» заданной схемы технологического процесса в диапазоне средних толщин круглых лесоматериалов dСР=16…30 см приведены в таблице 1.
Таблица 1
Коэффициенты загрузки КГС1З лесопильной рамы Р63-4Б сырьем при распиловке несортированных бревен вразвал в зависимости от ЕПБП и dСР
|
ЕПБП |
Средний диаметр dСР, см |
||||||||
|
16 |
18 |
20 |
22 |
24 |
26 |
28 |
30 |
||
|
1 п; |
7,4 м3 |
0,905 |
0,896 |
0,889 |
0,883 |
0,878 |
0,875 |
0,871 |
0,868 |
|
2 п; |
14,8 м3 |
0,953 |
0,947 |
0,942 |
0,939 |
0,935 |
0,932 |
0,928 |
0,925 |
|
3 п; |
22,8 м3 |
0,970 |
0,964 |
0,959 |
0,955 |
0,951 |
0,948 |
0,945 |
0,943 |
|
4 п; |
29,6 м3 |
0,978 |
0,975 |
0,970 |
0,967 |
0,965 |
0,963 |
0,960 |
0,959 |
|
∆КГС1З |
2 п |
0,048 |
0,051 |
0,053 |
0,056 |
0,057 |
0,057 |
0,057 |
0,057 |
|
3 п |
0,065 |
0,068 |
0,070 |
0,072 |
0,073 |
0,073 |
0,074 |
0,075 |
|
|
4 п |
0,073 |
0,079 |
0,081 |
0,084 |
0,087 |
0,088 |
0,089 |
0,091 |
|
Статистическая обработка данных таблицы 1 позволила построить зависимость КГС1З=f(dСР) для Р63-4Б.
КГС1З(1 п;dmax)=0,8304dСР/( dСР-1,3115), при минимальном значении ЕПБП=1 п=7,4 м3.
Анализ функции показывает, что КГС1З с увеличением среднего диаметра сырья dСР с 16 до 30 см уменьшается с 0,905 до 0,868 и со всех позиций является недостаточным. Увеличение емкости питателя ЕПБП значительно повышает коэффициент загрузки лесопильной рамы сырьем до приемлемых значений. Если принять, что коэффициент загрузки лесопильной рамы должен составлять не менее 0,95, то при распиловке сырья с dСР=16 см емкость питателя ЕПБП должна быть рассчитана на две пачки бревен, а при 18≤dСР≤24, см - на три пачки. Емкость ЕПБП, равная четырем пачкам, удовлетворяет весь диапазон средних диаметров сырья dСР=16-30 см.
Рост коэффициента загрузки ∆КГС1З лесопильной рамы сырьем за счет увеличения емкости питателя ЕПБП пачек бревен составляет:
∆КГС1З=КГС1З(NП;dmax)- КГС1З(1;dmax).
Для N=2 п он колеблется от 0,048 до 0,057 в зависимости от dСР; для N=3 п рост составляет от 0,065 до 0,075, а при N=4 КГС1З=0,97 для dСР=16 см, а при dСР=30 см КГС1З=0,959. Для размещения требуемого объема пачек бревен на питателе ЕПБП созданы различные механизмы. Так, у питателя типа РБ-100 и ЛТ-80Б рабочий объем позволяет разместить до 10 м3 бревен. Если требуется питатель повышенной емкости (на 2-3 пачки), то модели ЛТ-97А рабочая длина для размещения пачек бревен составляет 6000 мм. На питателе КСП-10 размещается до 30 м3 бревен.
Влияние длины питателя перед лесопильной рамой на коэффициент ее загрузки
Выше было показано, что увеличение только емкости питателя ЕПБП не всегда достигает требуемого КГС1З. Значительно уменьшить неравномерности от выполнения предшествующих операций на коэффициент загрузки сырьем головного станка возможно только путем оптимального назначения емкостей питателей ЕПБП и LГС1П. При этом, если ЕПБП окажется недостаточной, питатель LГС1П принимает на себя часть функций питателя ЕПБП, т.е. недостаточная емкость питателя ЕПБП компенсируется излишней емкостью питателя головного станка ГС1 LГС1П. Ниже, в таблице 2 изложены результаты исследований по определению величины КГС1З в зависимости от величины LГС1П при фиксированной величине ЕПБП=1 п=7,4 м3 в диапазоне средних значений диаметров dСР=16-30 см с шагом 2 см. Анализ результатов имитационного моделирования распиловки несортированных круглых лесоматериалов на необрезные пиломатериалы, проведенной по КП «ПОТОК», показывает (рис. 1а), что в функции КГС1З=f(LГС1П) в общем случае можно выделить три зоны увеличения коэффициента загрузки станка. В первой зоне с незначительным увеличением LП наблюдается резкий рост КГС1З. Третья зона является противоположностью первой. Рост LГС1П сопровождается незначительным увеличением КГС1З, т.е. коэффициент загрузки станка сырьем стабилизируется и несущественно зависит от LГС1П. Вторая зона является переходной. В этой связи появляется возможность выбора оптимального значения LГС1П на стыке второй и третьей зон, которое можно назвать стабилизационным (ст). В случае отсутствия зоны стабилизации или неприемлемости найденного значения LГС1ПСТ целесообразно применить принцип «разумной достаточности» в выборе LГС1П при КГС1З=0,95 или 0,975.
Анализ значений КГС1З, проведенный для средних диаметров dСР (табл. 2, рис. 1 б), позволил выявить изменение LГС1ПСТ от dСР, которое можно приближенно выразить уравнением: LГС1ПСТ=185,1923+5,6731dСР, при этом коэффициент загрузки лесопильной рамы Р63-4Б сырьем составляет соответственно КГС1ЗСТ=0,9998-0,0004392dСР.
Графическое изображение полученных уравнений LГС1ПСТ=f(dСР) и КГС1ЗСТ=f(dСТ) представлено на рисунке 1 а, б. Коэффициенты загрузки КГС1ЗСТ для всех dСР достаточно высоки (от 0,993 при dСР=16 см до 0,987 при dСР=30 см), однако LГС1ПСТ также имеют значения (от 275 см для dСР=16 см до 355 см для dСР=30 см). Установка питателей с такими значениями LГС1ПСТ возможна не во всех случаях. Ограничив КГС1З определенным значением, достаточным, можно значение LГС1П свести до приемлемой величины.
Сняв значение LГС1П из графиков КГС1З=f(LГС1П) (на рис. 1 б в качестве примера представлены зависимости для dСР=16, 20, 24, 28 см) при принятых значениях КГС1З, аппроксимировав их, получим приближенные уравнения:
LГС1П при КГС1З=0,975=6,9238dСР+17,1358;
LГС1П при КГС1З=0,95=5dСР-5.
Таблица 2
Коэффициенты загрузки КГС1З лесопильной рамы Р63-4Б при распиловке несортированного сырья вразвал в зависимости от dСР и LГС1П при ЕПБП=1 п=7,4 м3
|
dСР, см |
Длина питателя головного станка LГС1П, см |
||||||||||||||
|
50 |
75 |
100 |
125 |
150 |
175 |
200 |
225 |
250 |
275 |
300 |
325 |
350 |
400 |
500 |
|
|
16 |
0,932 |
0,952 |
0,971 |
0,968 |
0,984 |
0,986 |
0,987 |
0,993 |
0,994 |
0,996 |
0,994 |
0,994 |
0,997 |
0,996 |
0,996 |
|
18 |
0,924 |
0,944 |
0,958 |
0,970 |
0,977 |
0,978 |
0,986 |
0,981 |
0,990 |
0,992 |
0,992 |
0,995 |
0,995 |
0,995 |
0,995 |
|
20 |
0,908 |
0,929 |
0,958 |
0,962 |
0,970 |
0,975 |
0,982 |
0,991 |
0,992 |
0,994 |
0,994 |
0,997 |
0,992 |
0,995 |
0,993 |
|
22 |
0,907 |
0,925 |
0,949 |
0,955 |
0,966 |
0,979 |
0,984 |
0,987 |
0,991 |
0,989 |
0,991 |
0,992 |
0,992 |
0,990 |
0,993 |
|
24 |
0,899 |
0,916 |
0,931 |
0,942 |
0,949 |
0,970 |
0,979 |
0,983 |
0,988 |
0,988 |
0,990 |
0,989 |
0,990 |
0,986 |
0,992 |
|
26 |
0,888 |
0,906 |
0,928 |
0,942 |
0,950 |
0,966 |
0,974 |
0,979 |
0,984 |
0,986 |
0,990 |
0,989 |
0,993 |
0,991 |
0,993 |
|
28 |
0,886 |
0,898 |
0,929 |
0,941 |
0,954 |
0,971 |
0,969 |
0,976 |
0,980 |
0,990 |
0,988 |
0,989 |
0,990 |
0,991 |
0,990 |
|
30 |
0,873 |
0,904 |
0,925 |
0,938 |
0,955 |
0,968 |
0,969 |
0,972 |
0,975 |
0,986 |
0,988 |
0,990 |
0,986 |
0,991 |
0,986 |
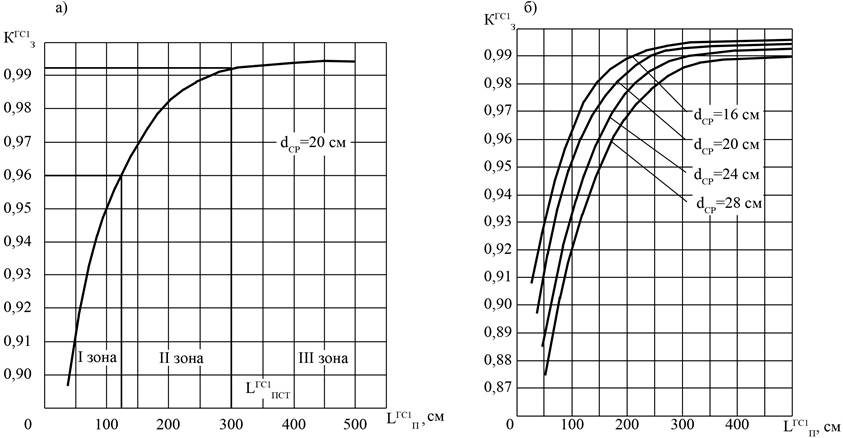
Рис.1. Графики зависимостей коэффициента загрузки КГС1З лесопильной рамы Р63-4Б при распиловке несортированного сырья вразвал от dСР и LГС1П, при ЕПБП=1; ЕПБп=7,4 м3
Анализ этих уравнений показывает, что при несущественном снижении коэффициента загрузки головного станка до 0,975 длина его питателя снижается почти вдвое (128 см для dСР= 16 см и 225 см для dСР= 30 см). По сравнению с технологической схемой, когда головной станок с продольным транспортером имеет «жесткую связь», установка питателя существенно повышает коэффициент загрузки головного станка. Для оценки принят показатель ∆КГС1З, вычисляемый по формуле:
∆КГС1З=КГС1З - КГС1З(1п;dmax).
Максимальный прирост коэффициента загрузки головного станка ∆КГС1З за счет введения «гибкой связи» возможен при стабилизационных значениях КГС1ЗСТ
∆КГС1ЗСТ= -0,0001101d2ср+0,007172dср+2,1076
При принятом КГС1З=0,975 прирост будет несколько ниже
∆КГС1З0,975= -0,0001205d2ср+0,008110dср-0,02836
Соответственно при
КГС1З=0,95 ∆КГС1З0,95=-0,0001205d2ср+0,008110dср-0,05336
Выводы
1. Коэффициент загрузки головного станка зависит от многих факторов, в первую очередь от длины питателя LГС1П перед ним.
2. При выборе конкретной длины LГС1П для головного станка нужно исходить из наиболее «тяжелых» условий функционирования головного станка. При распиловке сырья вразвал это несортированное сырье.
3. Окончательный выбор длины питателя перед головным станком целесообразно сделать после исследования работы ГС с брусовкой.
Рецензенты:
Рябухин П.Б., д.т.н., профессор, декан факультета природопользования и экологии ФГБОУ ВПО «Тихоокеанский государственный университет», г. Хабаровск;
Бутко Г.П., д.э.н., профессор, заведующая кафедрой финансов, ДО и кредита АНОО ВО «Уральский Финансово-Юридический институт», г. Екатеринбург.
Библиографическая ссылка
Васильев Г.Л., Чамеев В.В. ОБОСНОВАНИЕ ЁМКОСТЕЙ МЕЖОПЕРАЦИОННЫХ ЗАПАСОВ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ ДЛЯ СИНХРОНИЗАЦИИ РАБОТЫ ГОЛОВНОЙ ЛЕСОПИЛЬНОЙ РАМЫ С ПРЕДШЕСТВУЮЩИМИ ОПЕРАЦИЯМИ В РЕЖИМЕ ЕЁ РАБОТЫ ВРАЗВАЛ // Современные проблемы науки и образования. – 2015. – № 1-1. ;URL: https://science-education.ru/ru/article/view?id=18452 (дата обращения: 19.04.2024).