



Нефтепереработка во всем мире развивается стремительно. В начальный период основными продуктами перегонки нефти были керосин и мазут, которые использовали для освещения и отопления. Легкие фракции, не находящие применения, сжигали или выливали в ямы. Появление автомобилей в конце XIX века резко изменило отношение к «ненужному» бензину, и самой актуальной задачей стало выделение из нефти максимального количества легкокипящих бензиновых фракций [4, 7, 12].
На заре развития автомобилестроения основная потребность в бензине удовлетворялась в основном продуктами прямой перегонки нефти, в результате которой происходило разделение нефти на множество различных фракций, выкипающих при различной температуре. Качество и количество прямогонного бензина было ограничено природой используемого сырья. Качество сырой нефти из разных месторождений сильно различалось, а средний выход бензина был менее 20 % на сырьё [5].
Первоначально основным критерием оценки качества бензина служил его удельный вес. Затем была введена оценка бензинов путем разгонки по узким углеводородным фракциям (фракционный состав) [9].
Добыча нефти постоянно наращивалась, но с бурным развитием автомобильной индустрии прямая перегонка нефти уже не могла удовлетворить потребность в бензине. Для обеспечения потребности автомобильного транспорта качественным бензином потребовались другие процессы.
Термический крекинг черного золота, созданный и запатентованный инженером В. Г. Шуховым в 1891 году (патентединой Руси № 12926 от 27 ноября 1891 года) и использованный У. Бартоном при сооружении первой промышленной установки в США в 1915–1918 годах, положил начало новому этапу в нефтеперерабатывающей промышленности. Благодаря ему удалось повысить в несколько раз выход таких ценных нефтепродуктов, как бензин и ароматические углеводороды. Термический крекинг, впервые внедрённый в 1913 г., позволил получать из нефти дополнительно до 15-ти процентов бензина [2,6].
В дальнейшем с развитием автомобильной техники и новых двигателей, требование к качеству бензинов тоже повысились. В 1930-х годах начали применять методы определения антидетонационных свойств бензинов, характеризующих плавность и экономичность работы двигателя при использовании бензина.
Повсеместное применение тетраэтилсвинца в 1925 г. и термический риформинг лёгкой нафты в начале 1930-х годов улучшили антидетонационные свойства бензинов, а потенциал выхода бензина из сырой нефти был около 60 % [6]. Однако даже после термического риформинга, термического крекинга и добавления тетраэтилсвинца, качество бензина с развитием авто- и авиатранспорта все в меньшей степени удовлетворяло их требованиям. Это привело к необходимости разработки и внедрения новых процессов, позволяющих изменять химический состав топлив.
Разработка и внедрение процессов каталитического риформинга с получением продуктов с высоким содержанием ароматических углеводородов, начиная с 1950-х гг. сделала эти процессы основой технологии производства высокооктановых автомобильных бензинов. Развитие технологии каталитической ароматизации, создание эффективных катализаторов обеспечивало запас по октановому числу, что наряду с применением актаноповышающих присадок позволяло обеспечить автомобильный транспорт высокооктановым бензином [8, 10].
Однако в мировом производстве автомобильных бензинов наблюдается постоянная тенденция к ужесточению не только их эксплуатационных, но и экологических характеристик.
В производстве товарных автомобильных бензинов каталитический риформинг является самым масштабным процессом производства высокооктановых компонентов. Доля катализатариформинга в суммарном фонде автомобильных бензинов России составляет более 50 %, а содержание бензола в стабильном катализатериформинга составляет в среднем 5–7 %. Содержание бензола в товарном бензине определяется в основном содержанием его в катализатериформинга, зависящем от состава сырья и условий проведения процесса риформинга [3].
С 1980-х годов в связи с ужесточением экологических требований начали вводить ограничения на содержание бензола в бензине, в некоторых странах до 1 % об., а в перспективе ожидается, что стандарты на бензины потребуют полного удаления бензола и снижения содержания ароматических углеводородов до 35 % и ниже. В связи с необходимостью дальнейшего повышения октанового числа бензинов и улучшения их экологических свойств, использование только прямогонной бензиновой фракции после риформинга в качестве компонента товарного топлива уже не позволяет получать бензин требуемого качества [1, 9, 11].
Современный автомобильный бензин – один из наиболее квалифицированных и дорогих энергоносителей. Для их получения используют сложный комплекс технологических процессов первичной и вторичной переработки нефти, а также различные присадки и добавки, обеспечивающие соответствие современным требованиям к составу и качеству этого вида моторного топлива.
С бурным ростом автомобильного парка потребление бензина с каждым годом увеличивается. За последние десять лет количество машин в России увеличилось почти в два раза. По данным компании «WardsAuto», число автомобилей, зарегистрированных в масштабах всего мира, в 1986 г. составляло 500 млн, а в 2010 году это цифра уже перевалило за миллиард. Самый большой автомобильный парк в мире – у США. В этой стране по состоянию на конец 2014 г. насчитывается более 251 млн легковых и легких коммерческих автомобилей, в Китае – более 109 млн машин, в Японии 76,1 млн, в Германии 46,5 млн, а замыкает пятерку лидеров Россия с показателем 45,4 млн шт.
Для обеспечения парка автомобилей топливом в мире работает около 670 НПЗ, общей производительностью почти 4,5 млрд тонн нефти в год, и производится более 2 млрд тонн автомобильного бензина.
По данным министерства энергетики Российской Федерации производство автомобильного бензина в России за 2014 год составило 38,294 млн тонн. Из всего количества бензина на внутренний рынок поставляется около 90 %.
Анализ динамики изменения производства автомобильного бензина в России (рис.1) показывает, что производство бензина постоянно повышалось. Снижение производства автобензина произошло впервые за последние годы.
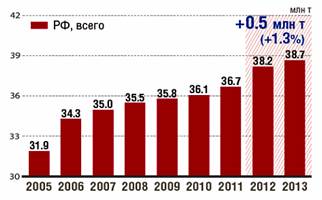
Рис. 1. Динамика изменения производства автомобильного бензина в России
По статистическим данным, за последние 8 лет транспортный парк России вырос на 44,2 % (на 15 миллионов автомобилей) (рис. 2). В среднем ежегодно прирост транспорта составляет 5,5 %. Основное увеличение происходит за счет легковых автомобилей: по сравнению с 2004 годом их количество выросло на 62,7 %, или на 14,9 миллиона единиц, из которых более 60 % работают на бензине.
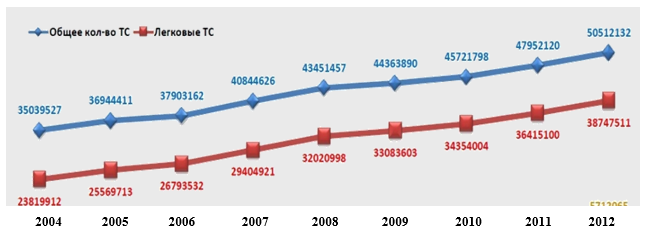
Рис. 2. Динамика роста количества транспортных средств в Российской Федерации за 2004–2012 гг.
При мощности первичной переработки нефтяного сырья в России 299,0 млн тонн в год, в 2014 году было переработано 272,7 млн тонн нефти, что составило 91 % загрузки мощностей. При таких темпах роста автомобильного парка страны уже через три-пять лет, даже при полной загрузки имеющихся мощностей первичной переработки нефти, имеющийся комплекс технологических процессов Российских НПЗ не обеспечит потребности в автомобильном бензине. Сегодня основными технологическими процессами производства бензинов являются каталитический риформинг и каталитический крекинг. В связи с этим по мере увеличения потребности в автомобильном бензине, необходимостью увеличения отбора светлых нефтепродуктов от нефти и повышения качества моторных топлив, каталитический крекинг становится наиболее важным из процессов в нефтеперерабатывающей промышленности. Поэтому для увеличения выхода моторных топлив во всем мире реализуется программа широкого наращивания мощностей процессов глубокой переработки нефти, прежде всего установок каталитического крекинга.
Каталитический крекинг является одним из крупнотоннажных процессов, после каталитического риформинга, обеспечивающих глубокую переработку нефти и в значительной мере определяет технико-экономические показатели современных НПЗ топливного профиля. Основное достоинство процесса – большая эксплуатационная гибкость: возможность перерабатывать различные нефтяные фракции. В зависимости от используемого сырья, применяемой технологии и режима, выход высокооктанового компонента бензина с октановым числом 90 пунктов и более, составляет от 50 до 65 %. Мощностей каталитического крекинга на российских НПЗ в настоящее время явно недостаточно, поэтому в ближайшие годы именно за счёт ввода строительства и ввода новых установок каталитического крекинга в дальнейшем можно решить проблему с прогнозируемым дефицитом бензина.
Каталитический крекинг наиболее динамично развивающийся процесс нефтепереработки. В своем развитии процесс каталитического крекинга прошел несколько стадий. В 1918 г. Н.Д.Зелинский изучал процесс каталитического крекинга с использованием в качестве катализатора хлорид алюминия и в 1919–1920 гг. организовал в Москве заводское получение бензина. Несмотря на высокое качество получаемого бензина при мягком температурном режиме и низком давлении, этот способ не получил дальнейшего развития в промышленности. Была высокая стоимость безводного хлорида алюминия, опасность коррозии оборудования, наличие больших отходов отработанного катализатора. Процесс требовал тщательной сушки сырья, большого расхода катализатора, продолжительного времени на реакции и необходимость постоянного перемешивания продукта во время процесса.
Первый промышленный процесс каталитического крекинга был разработан американским химиком и промышленником Э. Гудри и в 1936 г. построен первый крекинг завод в США, который представлял собой периодически регенерируемый процесс со стационарным слоем катализатора из природной глины. Уже в 1937–1938 гг. по методу Гудри были получены первые 20 тыс. т авиационного бензина.
Дальнейшее развития промышленного процесса каталитического крекинга неразрывно связано созданием непрерывного процесса с реакторно-регенераторным блоком и разработкой новых катализаторов. Важнейшим событием в усовершенствовании процесса каталитического крекинга стало использование цеолитсодержащих катализаторов. Активность катализаторов каталитического крекинга за прошедшие почти 80 лет возросла более 300 раз, а выход бензина увеличился от 20–25 % до 45–55 %. Для использования всех преимуществ цеолитсодержащего катализатора стали применять новые типы реакторно-регенераторных аппаратов: вначале с кипящим слоем катализатора, а затем лифт-реактор.Все это позволило усовершенствовать технологию процесса и увеличить мощность единичных установок от 50 тысяч тонн в год до 2,0–2,5 млн тонн в год.
В последние 10–15 лет процесс каталитического крекинга был значительно усовершенствован, главным образом на основе модернизации реактора и регенератора, создания наиболее эффективных способов контактирования катализатора с сырьём и подготовки сырья с целью увеличения выхода целевых продуктов и повышения их качества.
На 13 отечественных НПЗ в настоящее время эксплуатируются 20 установок каталитического крекинга. В перспективе намечается строительство установок каталитического крекинга в Салавате, Кстово, Волгограде, Кириши, Перми, Ачинске. По прогнозам в 2020 году объем каталитического крекинга увеличится до 26–27 млн тонн в год.
Таким образом, в ближайшем будущем в производстве автомобильных бензинов, удовлетворяющих современным экологическим требованиям, бензин каталитического крекинга и компоненты, сопряженные с ним процессов (алкилирование, получение оксигенатов, полимербензинов и др.), будут основными компонентами наравне с бензином риформинга, для производства которого требуются дополнительные ресурсы прямогонных бензинов и, соответственно, нефть.
Рецензенты:
Ахметов А.Ф., д.т.н., профессор, зав. кафедрой технологии нефти и газа Уфимского государственного нефтяного технического университета, г. Уфа;
Гильмутдинов А.Т., д.т.н., профессор кафедры технологии нефти и газа Уфимского государственного нефтяного технического университета, г. Уфа.
Библиографическая ссылка
Шарипов Р.А., Сидоров Г.М., Зиннатуллин Р.Р., Дмитриев Ю.К. РОЛЬ ПРОЦЕССА КАТАЛИТИЧЕСКОГО КРЕКИНГА В ПРОИЗВОДСТВЕ ВЫСОКООКТАНОВЫХ АВТОМОБИЛЬНЫХ БЕНЗИНОВ // Современные проблемы науки и образования. – 2015. – № 1-1. ;URL: https://science-education.ru/ru/article/view?id=18061 (дата обращения: 27.04.2024).