



Такого недостатка лишена технология наплавки с помощью лазерного излучения. За счет локального нагрева и постоянного перемещения источника тепла образуются малые зоны термического влияния, не способные оказать существенного воздействия на свойства основной детали. Также технология лазерной наплавки не требует специфической оснастки и позволяет более эффективно расходовать материал[1].
Несмотря на появление технологий лазерной наплавки в конце 80х годов, она менее распространена по сравнению с другими лазерными технологиями, такими как резка или сварка. Причина этого заключается в отсутствии методик разработки технологического процесса [5]. С помощью аналитических методов невозможно учесть все факторы, оказывающие влияние на процесс наплавления. Кроме того, такие методики требуют начальных данных, которые можно получить только после пробных проходов.
Материалы и методика исследования
Основной целью проведения экспериментальных исследований является создание износостойкого покрытия, сохраняющего свою работоспособность в агрессивной среде при интенсивном абразивном износе. Руководствуясь повышенными требованиями к адгезии покрытия выбран вид покрытия – внутреннее, при котором размеры детали остаются неизменными, а поверхностный слой легируется необходимыми компонентами.
Метод лазерного легирования применяют для повышения физико-механических свойств поверхностного слоя материала. Данный способ находит все большее применение в машиностроении как путь повышения износостойкости, теплостойкости, коррозионной стойкости, жаропрочности и других технологических характеристик. Этот способ обработки поверхности позволяет сэкономить до 90% легирующего материала, так как с помощью лазерного легирования создаются лишь тонкие слои легированных сталей на поверхности углеродистых или низколегированных.
В исследовании произведено определение влияния скорости сканирования и подачи порошка, при лазерном легировании карбидом вольфрама WC конструкционной стали 20Х13 и стали 40Х на параметры получаемого покрытия.
Для проведения эксперимента в качестве материала основы используется деталь типа «втулка», чертеж которой приведен на рисунке 1. Исследования проводились с втулками из стали 20Х13, широко применяемой в производстве деталей, подвергающихся ударным нагрузкам; деталей, работающих в агрессивных средах; турбинных лопаток, болтов, гаек и арматуры; а также втулками из стали 40Х, обладающей высоким пределом выносливости, хорошей свариваемостью и стойкостью к обезуглероживанию при термической обработке.
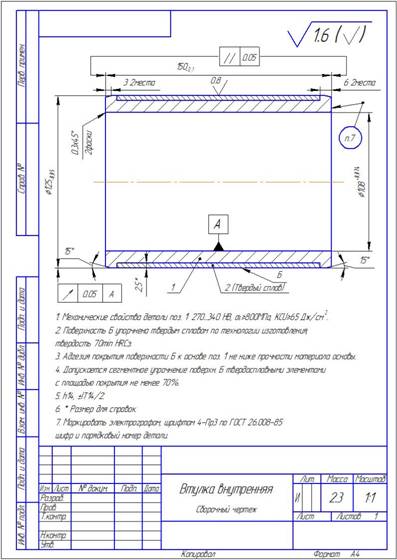
Рис.1. Сборочный чертеж детали «Втулка внутренняя»
В качестве легирующего материала использован порошок литого карбида вольфрама(рэлит). Частицы порошка – сферические, с размером от 40 до 150 мкм.
Экспериментальное исследование проводится по методу полного факторного эксперимента.Установление взаимосвязей между параметрами наплавочного слоя и условиями процесса наплавки с помощью полного факторного эксперимента и последующего регрессионного анализа проводится по методикам, описанным в работах [3, 4].
В основе проведения регрессионного анализа лежат следующие предположения:
1. Давление в защитной камере постоянно.
2. Среда в защитной камере не изменяется по химическому составу.
3. Изменяемые факторы X1, X2 линейно независимы.
4. Независимые факторы X1, X2изменяются с ошибкой много меньшей по сравнению с ошибкой в определении отклика Y.
5. Дисперсия случайной величины Y постоянна.
6. При каждом сочетании значений независимых переменных X1, X2величина зависимой переменной Y подчиняется закону нормального распределения.
7. Заготовка ориентирована перпендикулярно относительно лазерной головки.
8. Наплавки имеют равные условия теплоотвода.
9. Мощность лазера при всех наплавках постоянна и равна 1кВт.
В качестве факторов, влияющих на параметры наплавочного слоя и выбранных для проведения регрессионного анализа, используются:
1. Скорость перемещения лазера, V (м/мин).
2. Скорость подачи порошка, S (г/мин).
Принятые в эксперименте кодовые обозначения факторов и их уровни указаны в таблице 1.
Таблица 1
Кодирование коэффициентов
|
Факторы |
Кодовое обозначение |
Уровни факторов, соответствующие кодируемым значениям |
Шаг |
||
|
Нижний |
Основной |
Верхний |
|||
|
S (г/мин) |
X1 |
2 |
6 |
10 |
4 |
|
V (мм/с) |
X2 |
5 |
12.5 |
20 |
7.5 |
Образцы для исследований выполнялись в форме кольцевых единичных дорожек, которые затем извлекались из основного материала путем электроэрозионной проволочно-вырезной обработки.
Вид микрошлифов образцов после травления в азотной кислоте показан на рисунке 2.
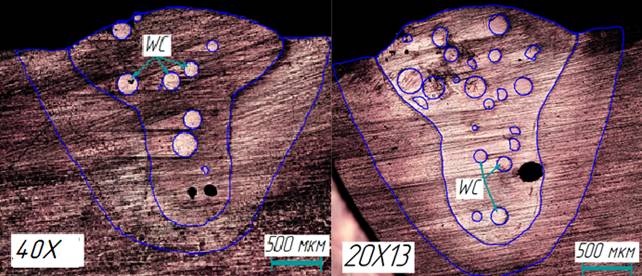
Рис.2. Вид образцов из различных материалов при одинаковых режимах обработки(V=12,5 м/мин; S=6 г/мин)
В результате регрессионного анализа экспериментальных данных получены зависимости глубины проплавления от параметров обработки. Для стали 20Х13:
![]()
Для стали 40Х:
![]()
После анализа глубины проплавления произведено измерение микротвердости полученных образцов. Микротвердость образцов после легирования определяется в соответствии с ГОСТ 9450-76 на микротвердомере ПМТ-3, методом вдавливания в испытуемый материал алмазного наконечника Виккерса с квадратным основанием четырехгранной пирамиды, что обеспечивает геометрическое и механическое подобие отпечатков по мере углубления индентора(в течение 5сек.) под действием нагрузки (50г). Измерение микротвердости производилось по материалу основы, без измерения твердости нерастворившихся частиц карбида вольфрама
При исследовании значений микротвердости покрытия не было обнаружено явной зависимости от исследуемых режимов лазерного легирования, поэтому регрессионный анализ для определения твердости не проводился.

Рис.3. График зависимости микротвердости покрытия в стали 20Х13 от глубины проплавления основы.
Зависимости микротвердости от глубины проплавления имеют сходный характер при различных режимах обработки и материалах (рисунок 3.). Микротвердость материала-основы достигает 12000Мпа(72 HRC), что говорит о растворении некоторого количества легирующего материала в стали.
Выводы:
1. Показана зависимость глубины проплавления основы для лазерного легирования в виде регрессионной модели в зависимости от двух основных факторов: скорости сканирования и скорости подачи порошка, при постоянном уровне мощности лазерного излучения.
2. Наибольшее влияние на глубину проплавления основы оказывает скорость подачи порошка. При увеличении скорости подачи порошка с 2 до 10 г/мин, при неизменной скорости сканирования, глубина проплавления уменьшается от 2,47 до 1,76 мм для стали 20Х13, а для стали 40Х – от 2,81 до 1,72 мм. При увеличении скорости сканирования с 5 до 20 м/мин, глубина проплавления, при неизменной скорости подачи порошка, уменьшается с 2,48 до 1,98 мм для стали 20Х13, а для стали 40Х – от 2,75 до 1,74 мм.
3. При определении глубины проплавления основы эффект взаимодействия факторов в регрессионной модели играет меньшую роль, чем каждый фактор в отдельности.
4. Режимы с минимальным значением скорости сканирования и наибольшим значением скорости подачи порошка приводят к формированию высокопористого внешнего покрытия.
5. Режимы с минимальным значением скорости подачи порошка и наибольшим значением скорости сканирования практически не содержат нерастворившихся частиц WC.
Заключение
Лазерное легирование является прогрессивным технологическим процессом, позволяющим создавать покрытия практически без изменения размеров детали, высоком уровне адгезионной прочности и с малой зоной термического влияния, что является результатом локального воздействия излучения и высокой скорости охлаждения.
Однако, несмотря на научный и практический интерес, лазерные технологии, связанные с поверхностной обработкой, в настоящее время не получили должного развития и внедрения. Причиной этого является недостаточная изученность общих закономерностей изменения свойств обрабатываемых материалов в зависимости от фазового и структурного состояния при легировании различными материалами, что, в свою очередь, сдерживает разработку конкретных технологий и рекомендаций.
Благодаря проведенному исследованию, была изготовлена пробная партия деталей «втулка внутренняя» для дальнейших испытаний в составе буровых агрегатов. С помощью лазерного легирования на них были нанесены покрытия, свойства которых соответствовали требованиям, представленным на чертеже, а также превосходили их.
После выработки 200 часов (стандартный межремонтный интервал) втулки претерпели значительно меньший износ, нежели детали, имеющий покрытия, полученные печным оплавлением шликера. Не наблюдалось также отслоения и растрескивания покрытия.
Таким образом, лазерное легирование создает предпосылки для получения высококачественных изделий, работающих в тяжелых условиях. Экономический эффект от применения лазерного легирования состоит в значительном снижении расхода дорогостоящих и дефицитных материалов, повышении долговечности различных деталей конструкций, оборудования и инструмента.
Исследование выполнено при финансовой поддержке Министерства образования и науки РФ по государственному заданию (базовая часть) №2014/152, НИР № 1460.
Рецензенты:Сиротенко Л.Д., д.т.н., профессор кафедры материалов, технологий и конструирования машин Механико-технологического факультета ФГБОУ ВПО «Пермский национальный исследовательский политехнический университет», г.Пермь;
Матыгуллина Е.В., д.т.н., профессор кафедры материалов, технологий и конструирования машин Механико-технологического факультета ФГБОУ ВПО «Пермский национальный исследовательский политехнический университет», г.Пермь.
Библиографическая ссылка
Морозов Е.А. ИССЛЕДОВАНИЕ СВОЙСТВ ТВЕРДОСПЛАВНОГО ВНУТРЕННЕГО ПОКРЫТИЯ, ПОЛУЧЕННОГО ЛАЗЕРНОЙ НАПЛАВКОЙ // Современные проблемы науки и образования. 2015. № 2-2. ;URL: https://science-education.ru/ru/article/view?id=22828 (дата обращения: 23.05.2026).