



На современном этапе развития текстильной промышленности страны повышение эффективности производства является объективной необходимостью. Важность бережного, экономичного отношения к трудовым ресурсам, необходимость совершенствования организации, нормирования и стимулирования труда, внедрение научной организации труда - по существу означает возрастающую роль главного фактора экономического развития - повышение производительности труда.
Одним из направлений снижения себестоимости продукции является уменьшение времени простоев оборудования, которое приводит к повышению производительности труда и оборудования, а за счёт этого уменьшается себестоимость выпускаемой продукции. Одной из причин простоя оборудования в ткацком цехе является обрывность основных нитей, поэтому снижение обрывности в ткацком цехе, а, следовательно, и простоев оборудования позволяет значительно cнизить себестоимость суровой ткани и приводит к увеличению производительности труда.
Натяжение и деформация основных и уточных нитей в значительной степени определяют условия технологического процесса ткачества, и являются главной причиной обрывности нитей. В то же время изменение натяжения основных нитей оказывает влияние на строение и свойства вырабатываемой ткани. Поэтому изучение напряжённо-деформированного состояния нитей на ткацком станке является актуальной задачей.
При анализе литературных источников, посвященных изучению напряжённо-деформированного состояния основных нитей, было установлено, что существует много подходов к расчету натяжения основных нитей. Но предлагаемые при этом формулы пригодны лишь для расчета натяжения основных нитей при выработке тканей главных переплетений (полотняное, саржевое), для которых существует допущение, что опушка ткани неподвижна, либо имеет значительное горизонтальное перемещение, в случае же выработки петельных тканей эти формулы не пригодны, ввиду особой специфики их формирования на ткацком станке.
Главная и существенная отличительная особенность получения петельных тканей заключается в процессе образования петли, где в момент прибоя происходит прибивание группы уточных нитей к опушке ткани (см. рис. 1). Данный процесс протекает следующим образом: слабо натянутые петельные основные нити закреплены уточными нитями, которые расположены на некотором расстоянии от опушки ткани, а при прибивании этих нитей к опушке ткани петельные основные нити вместе с ними перемещаются по сильно натянутым коренным основным нитям.
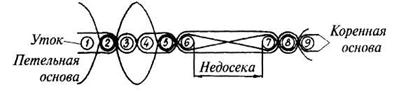
Рис. 1. Схема разреза ткани по направлению основы
Ещё одной отличительной особенностью петельных тканей является то, что для образования петельных тканей обычно используют две системы основных и одну систему уточных нитей (см. рис. 2). Одна система основных нитей, переплетаясь с уточными нитями, образует грунт, или основание ткани, и называется грунтовой или коренной основой. Другая система основных нитей служит для образования ворсовых петель и называется обычно ворсовой, или петельной основой. Эти две системы основных нитей в определенном порядке переплетаются с уточными нитями, образуя петельную ткань.
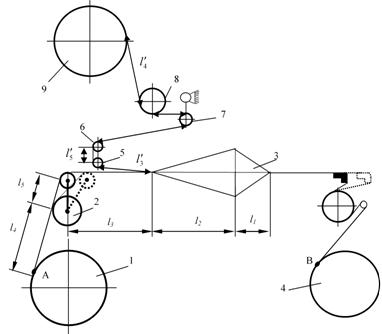
Рис.2. Технологическая схема заправки петельной (сверху) и коренной (снизу) основы ткацкого станка СТБМ-180
Процесс образования любой ткани на ткацком станке имеет циклический характер и складывается из следующих основных операций:
- подача основных нитей в зону формирования ткани - нити сматываются с ткацкого навоя 1 (см. рис. 2) под определённым натяжением, огибают скало 2 и поступают в зону формирования ткани;
- зевообразование - основные нити перемещаются в вертикальном направлении, разделяются в соответствии с рисунком переплетения и образуют зев 3;
- прокладывание уточной нити - в образованный зев специальным механизмом вводится уточная нить;
- прибой уточной нити - проложенная в зев уточная нить прибивается к опушке ткани бердом;
- отвод ткани из зоны формирования - наработанная ткань постепенно отводится и наматывается на товарный валик 4, а основные нити перемещаются в продольном направлении.
Вследствие процессов зевообразования, прибоя уточных нитей, отвода наработанной ткани, сматывания основных нитей с навоя в рабочей зоне станка происходит продольная деформация упругой системы основных нитей и ткани. Во всех случаях в каждый момент времени отдельные частные деформации упругой системы, вызываемые определёнными механизмами, суммируются и составляют общую суммарную циклическую деформацию, которая вызывает циклическое изменение натяжения основных нитей и ткани. Из ранее проведённых исследований известно, что при расчете деформации нитей в ткачестве наибольший вклад в суммарную составляющую циклической деформации вносят деформации, возникающие в процессах зевообразования и прибоя уточных нитей.
Упругая система заправки ткацкого станка характеризуется как различным строением отдельных элементов заправки, так и различными условиями деформации этих элементов. Эти элементы имеют различные длину, упругие свойства и коэффициенты жёсткости при деформации растяжения. Участки упругой системы заправки станка, огибающие различные направляющие, работают в иных условиях, чем свободные от изгибания направляющих отрезки элементов заправки. Все эти особенности должны учитываться при расчёте напряженно-деформированного состояния упругой системы заправки.
Таким образом, целью данной научно-исследовательской работы является получение математической зависимости натяжения петельных и коренных основных нитей от вида переплетения грунта ткани и технологических параметров заправки станка СТБМ-180 при формировании раппорта ткани, что позволит на стадии разработки новой ткани определять натяжение и деформацию основных нитей в процессе зевообразования и прибоя.
Для более полного описания свойств и возможности теоретической оценки изменения напряженно-деформированного состояния (НДС) основных нитей при выработке петельных тканей был выбран метод расчёта напряженно-деформированного состояния нитей на ткацком станке, разработанный профессором Николаевым С.Д. [2].
Этот метод заключается в определении следующих величин:
- общей относительной деформации основных нитей по формуле:

где ![]() - абсолютная деформация основных нитей в процессе ткачества, мм; Lo - длина участка АВ от точки сматывания основных нитей с ткацкого навоя до точки навивания на товарный вал, мм
- абсолютная деформация основных нитей в процессе ткачества, мм; Lo - длина участка АВ от точки сматывания основных нитей с ткацкого навоя до точки навивания на товарный вал, мм
- общей абсолютной деформации растяжения основных нитей в процессе ткачества, складывающейся из следующих составляющих:
![]()
где А1 - абсолютная деформация основных нитей от действия сил, возникающих в результате создания заправочного натяжения, мм; А2 - абсолютная деформация основных нитей от действия сил, возникающих в результате зевообразования, мм; А3 - деформация основных нитей от действия сил, возникающих в любой момент взаимодействия берда, уточных и основных нитей, мм
- натяжения основных нитей по формуле:

где S - площадь поперечного сечения нити, мм2; Е(t) - модуль упругости основных нитей, изменяющийся во времени, МПа
Исходя из особенностей выработки петельных тканей исследование напряженно-деформированного состояния упругой системы заправки на ткацком станке СТБМ-180 необходимо вести отдельно для коренной и отдельно для петельной системы нитей основы.
При анализе процесса выработки петельной ткани, а также конструктивных особенностей ткацкого станка СТБМ-180 было установлено, что при расчёте НДС упругой системы заправки коренных основных нитей необходимо учесть следующие моменты:
- при расчете заправочного натяжения коренных основных нитей учитывается, что в системе заправки станка установлено два скала (см. рис. 2), причём малое скало подвижное;
- при расчете длины деформируемой основной нити в зоне скало, она будет складываться из двух величин: длины нити, огибающей большое скало и длины нити, огибающей малое скало (см. рис. 3);
- при расчете деформации основных нитей в процессе прибоя уточных нитей для нахождения расстояния, пройденного бердом за период от начала движения до крайнего переднего положения, необходимо учитывать особую конструкцию петлеобразующего механизма, который предназначен для обеспечения чередований так называемого «жесткого» и «мягкого» прибоя уточных нитей.
На основе вышеперечисленных особенностей выработки петельных тканей разработан метод расчёта НДС основных нитей применительно для ткацкого станка СТБМ-180, который заключается в расчёте:
- длины деформируемых коренных основных нитей по формуле:
![]()
где l1 - длина передней части зева, мм; l2 - длина задней части зева, мм; l3 - расстояние от ламельного прибора до точки схода основных нитей со скала, мм; l5 - длина основных нитей между скалами, мм; ![]() - эквивалентная длина основных нитей, огибающих большое скало, мм;
- эквивалентная длина основных нитей, огибающих большое скало, мм; ![]() - эквивалентная длина основных нитей, огибающих малое скало, мм;
- эквивалентная длина основных нитей, огибающих малое скало, мм; ![]() - эквивалентная длина основных нитей на ткацком навое, мм
- эквивалентная длина основных нитей на ткацком навое, мм
где ![]() - радиус большого скала, мм; f1 - коэффициент трения нити о скало; αб - угол огибания большого скала нитями основы, рад; l4 - длина основы от точки сматывания основных нитей с навоя до скала, мм
- радиус большого скала, мм; f1 - коэффициент трения нити о скало; αб - угол огибания большого скала нитями основы, рад; l4 - длина основы от точки сматывания основных нитей с навоя до скала, мм
где ![]() - радиус малого скала, мм; αм - угол огибания малого скала основными нитями, рад
- радиус малого скала, мм; αм - угол огибания малого скала основными нитями, рад
- заправочного натяжения коренных основных нитей, по формуле (см. рис. 3):
- общей абсолютной деформации по формуле [2]:

где hл - положения ламельного прибора по вертикали относительно грудницы, мм; hск - положения скало по вертикали относительно грудницы, мм;  - высота перемещения ламелей при зевообразовании в вертикальной плоскости, мм; h - высота зева, мм; - перемещение ламелей в вертикальной плоскости, мм;
- высота перемещения ламелей при зевообразовании в вертикальной плоскости, мм; h - высота зева, мм; - перемещение ламелей в вертикальной плоскости, мм; ![]() - угол выстоя ремизок в крайнем положении, град;
- угол выстоя ремизок в крайнем положении, град; ![]() - текущий угол поворота главного вала станка, град;
- текущий угол поворота главного вала станка, град; ![]() - угол заступа, град; b - величина прибойной полоски, мм.
- угол заступа, град; b - величина прибойной полоски, мм.
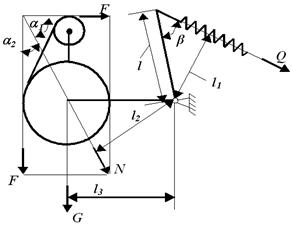
Рис. 3. Схема действия сил на ткацком станке СТБМ-180
Но с учётом особенностей выработки петельных тканей, прибойная полоска при прокладывании и прибое первых двух (например, при переплетении грунта - основный полурепс 2/1) уточных нитей будет отсутствовать), есть b=0) [1], так как уточные нити при прибое не будут отходить на величину прибойной полоски, а, образуя «недосеку», остановятся на расстоянии, равном удвоенной высоте петли, от опушки ткани (см. рис. 1).
Однако при прокладывании третьей уточной нити прибиваются одновременно три нити, причём они движутся по сильно натянутым коренным основным нитям на расстояние, примерно равное удвоенной высоте петли, поэтому предлагается в расчетах деформации коренных основных нитей в процессе прибоя величину прибойной полоски при прокладывании третьей уточной нити приблизительно принять равной удвоенной высоте петли.
Аналогично, с учётом особенностей выработки петельных тканей предлагается при расчёте НДС упругой системы заправки петельных основных нитей учесть следующие моменты:
- при расчете заправочного натяжения петельных основных нитей следует учесть, что система заправки этих нитей существенно отличается от системы заправки коренных основных нитей (см. рис. 2).
- при расчете длины деформируемых основных нитей, также необходимо учесть особенности системы заправки петельных основных нитей.
- При расчете деформации основных нитей в процессе прибоя уточных нитей необходимо учитывать, что петельные основные нити в момент прибоя отпускаются специальным механизмом 5 (см. рис. 2).
Тогда формулы для расчёта длины деформируемых петельных основных нитей будет выглядеть следующим образом (см. рис. 2):
где l1 -длина передней части зева, мм; l2 - длина задней части зева, мм; l'3 - расстояние от ламельного прибора до точки схода основных нитей со скала 5, мм;
Эквивалентную длину основных нитей, огибающих скало, можно посчитать по формуле:
где![]() - радиус i-ого скала, мм; f1 - коэффициент трения нити о скало; αi- угол огибания i-ого скала основными нитями, рад.
- радиус i-ого скала, мм; f1 - коэффициент трения нити о скало; αi- угол огибания i-ого скала основными нитями, рад.
Величина заправочного натяжения петельных основных нитей устанавливается, как рекомендуется в работе [3], в 1,4 - 1,6 раз меньше заправочного натяжения коренных основных нитей.
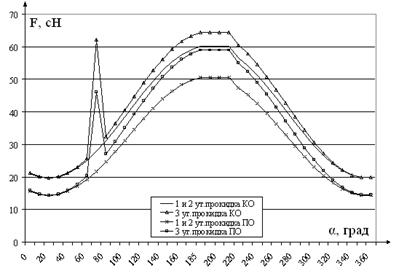
Рис. 4. График зависимости изменения натяжения коренных и петельных основных нитей от угла поворота главного вала станка
Для расчета общей абсолютной деформации петельных основных нитей можно использовать формулу, приведённую выше.
Результаты экспериментальной апробации, предложенной методики расчёта НДС основных нитей при выработке петельной ткани на ткацком станке СТБМ-180, с использованием в грунте переплетения основный репс 2/1 представлены в виде графика (см. рис. 4) зависимости изменения натяжения основных нитей от угла поворота главного вала ткацкого станка.
Выводы:
- Проанализировано напряжённо-деформированное состояние упругой системы заправки коренных и петельных основных нитей на станке СТБМ-180.
- Предложен метод расчёта натяжения петельных и коренных основных нитей в зависимости от вида переплетения грунта ткани и технологических параметров заправки станка СТБМ-180.
- Проведена экспериментальная апробация предлагаемого метода расчёта НДС основных нитей, которая подтвердила характер изменения натяжения при выработке петельных тканей.
СПИСОК ЛИТЕРАТУРЫ:
- Белов М.И. Исследование строения и свойств х/б махрово-петельных тканей. Дисс. к.т.н. ЛТИ, 1954
- Николаев С.Д., Юхин С.С., Евсюкова Е.В. Методы расчёта параметров напряженно-деформированного состояния нитей на ткацком станке при выработке тканей различных переплетений. М.:МГТУ им. А.Н. Косыгина, 2002. - 40с.
- Розанова Н.П. О натяжении петельной и грунтовой основ при выработке петельной ткани. // Сборник научных трудов МТИ. - М. 1958 - т. XX - с.124-128.
Библиографическая ссылка
Назарова М.В., Романов В.Ю. АНАЛИЗ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ ОСНОВНЫХ НИТЕЙ НА ТКАЦКОМ СТАНКЕ СТБМ-180 ПРИ ВЫРАБОТКЕ ПЕТЕЛЬНЫХ ТКАНЕЙ // Современные проблемы науки и образования. – 2007. – № 4. ;URL: https://science-education.ru/ru/article/view?id=473 (дата обращения: 26.04.2024).