



Введение
Применение смешанного метода конечных элементов (МКЭ) совместно с ортогональными финитными функциями (ОФФ) для решения краевых задач трехмерной теории упругости позволяет получать результаты, обладающие уравновешенной точностью и гладкостью [1]. Однако существенным недостатком смешанного метода конечных элементов является высокая размерность получаемых сеточных систем уравнений. В данной статье предлагается новый алгоритм решения задач трехмерной теории упругости в форме смешанного метода конечных элементов с использованием ОФФ, что позволило преодолеть недостатки этого метода.
Цель исследования
Разработка алгоритма смешанного метода конечных элементов с использованием ортогональных финитных функций для решения технических задач трехмерной теории упругости.
Методы и результаты исследований
В рамках работы были использованы методы конечно-элементного моделирования, численные методы решения систем линейных уравнений, объектно-ориентированного и структурного программирования, вариационного исчисления и механики сплошных сред.
Система уравнений трехмерной задачи теории упругости состоит из трех уравнений равновесия и шести соотношений обобщенного закона Гука с учетом термоупругости:
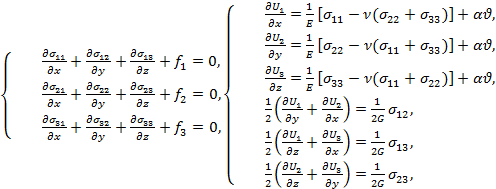 (1)
(1)
где ![]() — компоненты симметричного тензора напряжений
— компоненты симметричного тензора напряжений ![]() ,
, ![]() — компоненты вектора перемещений
— компоненты вектора перемещений ![]() ,
, ![]() — компоненты вектора объемных сил,
— компоненты вектора объемных сил, ![]() — коэффициент линейного теплового расширения,
— коэффициент линейного теплового расширения, ![]() — заданное поле температуры,
— заданное поле температуры, ![]() — модуль Юнга,
— модуль Юнга, ![]() — коэффициент Пуассона,
— коэффициент Пуассона, ![]() — модуль сдвига.
— модуль сдвига.
Функционал Рейсснера [4] для данной задачи запишется следующим образом:
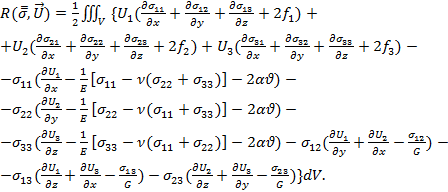 (2)
(2)
Отыскиваемые величины в матричной форме для каждого конечного элемента обозначаются так:
 (3)
(3)
где ![]() — номер элемента,
— номер элемента, ![]() — номера узлов, соответствующих данному элементу с индексом
— номера узлов, соответствующих данному элементу с индексом ![]() .
.
Локальная матрица аппроксимирующих функций записывается в виде:
![]() (4)
(4)
Функционал (2) после подстановки в него в качестве отыскиваемых величин их произведений с аппроксимирующими функциями в матричной форме (например, ![]() ) принимает вид:
) принимает вид:

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() (5)
(5)
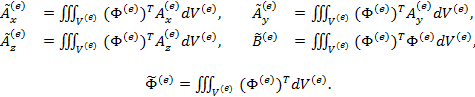
Введем обозначения матричных коэффициентов, содержащих частные производные по ![]() ,
, ![]() и
и ![]() :
:
![]() (6)
(6)
С помощью преобразований:
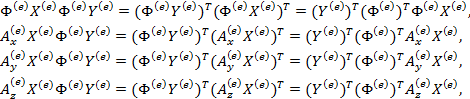 (7)
(7)
которые позволяют вынести из под знака интеграла величины ![]() , независящие от
, независящие от ![]() ,
, ![]() или
или ![]() и представляющие собой одну из величин из (3), получим функционал, представляющий собой дискретную модель трехмерного упругого тела:
и представляющие собой одну из величин из (3), получим функционал, представляющий собой дискретную модель трехмерного упругого тела:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
где
 (9)
(9)
Форма применяемого конечного элемента показана на рис. 1.
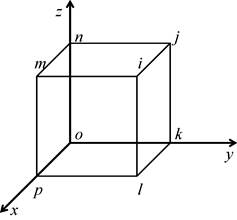
Рисунок 1– Форма трехмерного конечного элемента
Трехмерные аппроксимирующие функции матрицы (4) определяются тензорными произведениями одномерных функций Куранта [5] или ортогональных финитных функций [1, 2, 3]:
![]() (10)
(10)
где ![]() является правой частью функций, а
является правой частью функций, а ![]() — их левой частью относительно центра конечного носителя функции. Таким образом, при подстановке функций Куранта, функция
— их левой частью относительно центра конечного носителя функции. Таким образом, при подстановке функций Куранта, функция ![]() имеет вид:
имеет вид:
![]() (11)
(11)
Аналогичным образом определяются функции для всех остальных узлов:
 (12)
(12)
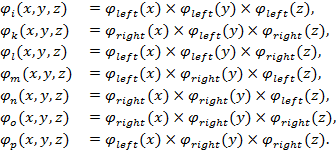
Интегрирование выражений (9) приводит к получению основных матриц аппроксимирующих функций, которые для функций Куранта имеют вид:
где ![]() — площади граней конечного элемента
— площади граней конечного элемента ![]() , параллельных плоскостям
, параллельных плоскостям ![]() соответственно;
соответственно; ![]() — объем конечного элемента
— объем конечного элемента ![]() . Для функций Куранта
. Для функций Куранта ![]() , для ортогональных финитных функций
, для ортогональных финитных функций ![]() . При использовании ортогональных финитных функций все элементы представленных матриц, отличные от
. При использовании ортогональных финитных функций все элементы представленных матриц, отличные от ![]() или
или ![]() , равны нулю, что приводит к четырехкратному уменьшению количества коэффициентов для каждой из матриц с производными и к восьмикратному уменьшению количества коэффициентов матрицы
, равны нулю, что приводит к четырехкратному уменьшению количества коэффициентов для каждой из матриц с производными и к восьмикратному уменьшению количества коэффициентов матрицы ![]() , для которой ненулевыми останутся только элементы главной диагонали.
, для которой ненулевыми останутся только элементы главной диагонали.
Продифференцируем функционал ![]() для элемента
для элемента ![]() по переменным
по переменным ![]() -го узла
-го узла ![]() и
и ![]() , приравнивая результат к нулю:
, приравнивая результат к нулю:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Выражения в круглых скобках образуют локальную подсистему для узла ![]() конечного элемента
конечного элемента ![]() , где
, где ![]() ,
, ![]() ,
, ![]() . Задание граничных условий приводит к возникновению дополнительных слагаемых в соответствующих уравнениях локальных подсистем. В частности, если узел
. Задание граничных условий приводит к возникновению дополнительных слагаемых в соответствующих уравнениях локальных подсистем. В частности, если узел ![]() закреплен по оси
закреплен по оси ![]() (не может перемещаться вдоль данной оси), то во всех уравнениях, содержащих коэффициенты с производными, при величинах
(не может перемещаться вдоль данной оси), то во всех уравнениях, содержащих коэффициенты с производными, при величинах ![]() , и
, и ![]() возникают дополнительные слагаемые
возникают дополнительные слагаемые ![]() ,
, ![]() ,
, ![]() .
.
Построение глобальной матрицы жесткости осуществляется непосредственной подстановкой коэффициентов локальных подматриц для каждого из узлов конечного элемента.
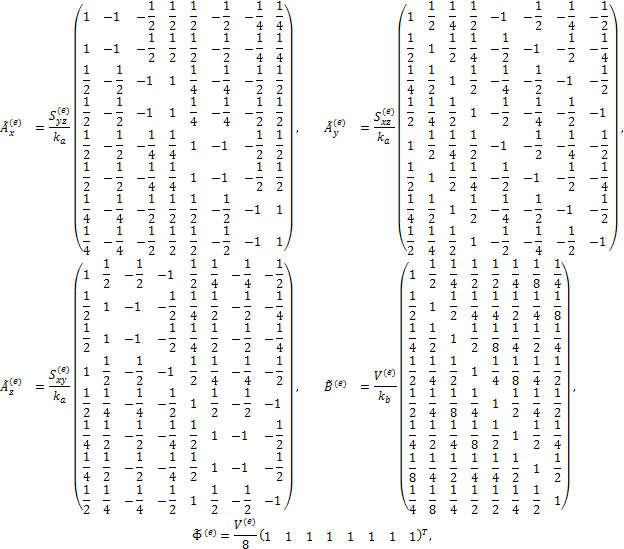
Верификация алгоритма была проведена при решении технологических задач формообразования, в числе которых моделирование формообразования профиля специальной формы из перфорированной ленты. Целью моделирования являлась разработка схемы формообразования и получение технологических параметров формообразующего инструмента. В качестве материала при моделировании профиля была выбрана сталь 08кп. Особенностью схемы формообразования являлось исключение контакта формообразующего инструмента с перфорированными областями профиля (рис. 2).
Рисунок 2 – Моделируемая схема формообразования профиля корытообразного типа специальной формы: 1 — верхние ролики; 2 — угловые зоны профиля; 3 — перфорированная лента (заготовка); 4 — нижние ролики
Характерной особенностью формообразования в роликовых калибрах является постоянный контакт инструмента (роликов) с поверхностями заготовки. В данном случае ставилась задача исключения контакта боковой поверхности с перфорированной частью заготовки. При этом область пластических деформаций (угловая зона) должна быть локализована только в специально предназначенной неперфорированной области заготовки (рис. 3).
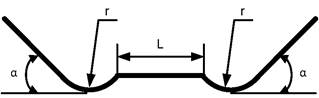
Рисунок 3 – Сечение искомого профиля: ![]() — требуемый радиус скругления;
— требуемый радиус скругления; ![]() — требуемый угол подгибки полки профиля;
— требуемый угол подгибки полки профиля; ![]() — протяженность плоского участка дна профиля
— протяженность плоского участка дна профиля
Постпроцессорная обработка (рис. 4) позволила получить требуемые технологические параметры для каждого перехода: угол подгибки полок профиля, угол изгиба дна профиля, величину перемещения инструмента и радиус скругления угловых зон.
а) 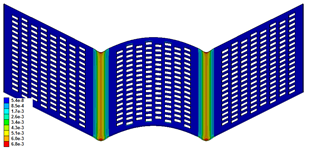 б)
б) 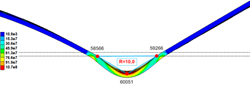
Рисунок 4 – Величина деформации элементов профиля (а) и угловой зоны (б) на третьем этапе формообразования
Технологические параметры формообразования профиля, полученные в результате конечно-элементного моделирования, представлены в таблице 1.
Таблица 1
Результаты конечно-элементного моделирования
|
Параметры |
Технологические переходы |
||
|
I |
II |
III |
|
|
Угол подгибки полки |
8,0 |
15,0 |
33,5 |
|
Прирост угла подгибки полки, град. |
|
7,0 |
18,5 |
|
Угол отклонения дна |
5,0 |
10,0 |
20,0 |
|
Суммарный угол подгибки |
13,0 |
25,0 |
53,5 |
|
Радиус угловой зоны |
23,8 |
16,7 |
10,0 |
|
Перемещение инструмента, мм |
1,6 |
3,2 |
5,6 |
|
Контролируемый размер |
112 |
112 |
112 |
Выводы
Предложенный алгоритм был программно реализован в авторском комплексе конечно-элементного анализа в смешанной форме ViSolver (свидетельство о государственной регистрации № 2012617956 от 3 сентября 2013 г.). Анализ результатов был произведен в программной среде ViPost, которая является составной частью комплекса ViSolver.
В результате проделанной работы была получена схема формообразования и основные технологические параметры процесса. Проведен расчет суммарной величины подгибки полок профиля.
Рецензенты:
Антонов И.С., д.т.н., зав. кафедрой проектирования и сервиса автомобилей, ФГБОУ ВПО «Ульяновский государственный университет», г. Ульяновск.
Светухин В.В., д.ф.-м.н., профессор, директор научно-исследовательского технологического института УлГУ, ФГБОУ ВПО «Ульяновский государственный университет», г. Ульяновск.