



В работе был проведён анализ всего комплекса физико-механических испытаний проводимых при производстве продукции ОАО «ММЗ «Авангард».Испытание — экспериментальное определение количественных и качественных характеристик параметров изделия путем воздействия на него или его модель спланированного комплекса внешних возмущающих факторов.
Анализ влияющих факторов
Главной задачей на первом этапе работы являлся выявление всевозможных факторов, способных повлиять на качество испытаний в целом. В соответствии с ГОСТ Р ИСО/МЭК 17025-2009, можно выявить следующие факторы, влияющие на правильность и надёжность испытаний, проводимых лабораторией:
- человеческий фактор;
- помещения и условия окружающей среды;
- методы испытаний и калибровки и оценка пригодности метода;
- оборудование;
- прослеживаемость измерений;
- отбор образцов;
- обращение с объектами испытаний и калибровки.[2]
Далее был выбран ряд факторов для внесения рекомендаций по возможным корректировкам и исправлениям, что в свою очередь должно повысить качество испытательного процесса в целом.
Стоит заметить, что для испытаний характерны трудоёмкие сбор и обработка значительных объёмов данных до и после испытаний, оформление большого объёма документов, различные рутинные работы персонала. Всё это повышает влияние человеческого фактора на результат испытаний и увеличивает время, затраченное на испытания. Для устранения данного фактора, было предложено введение электронного учёта всевозможных данных, связанных с испытаниями. Помимо прочего, электронная база данных даёт широкие возможности для статистического анализа ряда параметров. В ходе статистического анализа результатов испытаний могут быть выявлены новые, более оптимальные, методики и режимы проведения испытаний. Оптимизация испытательного процесса, в свою очередь, снизит время, затрачиваемое на испытания, а также позволит сократить издержки.
Выборочный метод проведения испытаний
Г. Крамер в своей работе [4] пишет: "в самых разнообразных областях практической и научной деятельности встречаются случаи, когда некоторые эксперименты или наблюдения могут быть повторены большое число раз при одинаковых условиях. В каждом таком случае наше внимание сосредоточено на результате наблюдения, выраженном некоторым числом характеристических признаков."Иными словами, по результатам повторяющихся испытаний серийной продукции мы получаем некую совокупность значений. Очевидно, что большинство методов испытаний являются либо разрушающими, либо значительно сокращающими технический ресурс изделий. Поэтому наиболее широкое применение в практике испытаний получил выборочный метод, который позволяет судить о всей генеральной совокупности изделий по взятой из нее выборке. Если изделия, входящие в выборку, в полной мере отражают характер и структуру генеральной совокупности, то такая выборка называется представительной или репрезентативной.
Выборки классифицируют по ряду признаков, например по способу образования (повторные и бесповторные),по преднамеренности отбора (преднамеренные и случайные), по отношению ко времени образования (единовременные и текущие), по целевому назначению (расслоенные и общепроизводственные) и т. д.
Выборочные
характеристики, с помощью которых делают статистические выводы относительно
генеральной совокупности, называют оценками генеральных характеристик. Так, при
испытании с помощью выборочной характеристики q оценивают генеральную характеристику Q для партии изделий, из которых взята
данная выборка, а выборочные среднее арифметическое ![]() и
среднееквадратическое отклонение s служат оценками математического
ожидания М[Х] и дисперсии σ.[1]
и
среднееквадратическое отклонение s служат оценками математического
ожидания М[Х] и дисперсии σ.[1]
Чтобы дать представление о точности и надежности оценки числа D дефектных изделий в генеральной совокупности с помощью полученного значения числа d дефектных изделий в выборке, пользуются так называемыми доверительными границами. Вероятность нахожденияоцениваемого параметра в доверительных границах называют достоверностью. Достоверность Р* является количественной характеристикой практически достоверного события и характеризует степень нашего доверияк анализируемым событиям. Обычно достоверность берется близкой единице: 0,9; 0,95; 0,99. ДостоверностьР* называют односторонней, если она отражает степень нашего доверия к тому, что Q≥Qн или Q≤Qв, где Qни Qв -нижняя и верхняя доверительные границы. Двусторонняя достоверность Р*' отражает степень нашегодоверия к тому, что Qн≤Q≤Qв Она несколько меньшеодносторонней:
Р*'=2Р*-1. (1)
На практике для расчета доверительных границ обычно пользуются специальной таблицей, в которой приведены коэффициенты Кв и Кн для расчетадоверительных границ Qв и Qн.
Значения Qв и Qнопределяют соотношениями
Qв=Кв/n, (2)
Qн=Кн/n, (3)
Где n – число изделий в выборке.
Целесообразно при подготовке научно технической документации (НТД)заранее устанавливать число дефектных изделий (dдоп), которое допускается в выборке приприемке партии. Это число устанавливается исходя иззаданного значения Qв. Если окажется, что d>dдоп, топартия изделий заказчиком не принимается, так как онане удовлетворяет требованиям на надежность, которыеоговариваются в технических условиях (ТУ) на эти изделия. Наименьшее числоотказавших изделий в испытываемой выборке, при котором результаты испытаний считаются отрицательными, называют браковочным числом С'. Наибольшеечисло отказавших изделий в испытываемой выборке, прикотором результаты испытаний считаются положительными, называют приемочным числом С.[1]
Кривая зависимости вероятности pоп приемки партииизделий по результатам испытания выборки объемом n, от заданной вероятности Q отказа изделий в партии, изкоторой взята выборка, называется оперативной характеристикой плана контроля изделий (Рис.1).
При выборочном контроле надежности партии изделий наихудший показатель надежности Q2, соответствующий риску β заказчика, называют браковочным (гарантированным) уровнем показателя надежности. Аналогично, значение показателя надежности изделий, вероятность браковки которых равна риску α изготовителя (или вероятность приемки равна 1-α), называют приемочным (приемлемым) уровнем Q1 показателя надежности. Оба уровня могут быть определены по оперативной характеристике (рис., а) для заданных значений риска заказчика и изготовителя.[1]
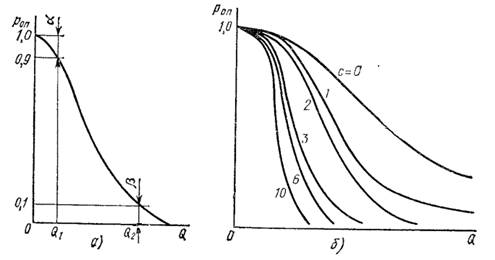
Оперативные характеристики, построенные по результатамвыборочного контроля при постоянных n и С(а) и длянесколькихзначений С при постоянном n(б)
При выборочном контроле надежности партии изделий наихудший показатель надежности Q2, соответствующий риску β заказчика, называют браковочным (гарантированным) уровнем показателя надежности. Аналогично, значение показателя надежности изделий, вероятность браковки которых равна риску α изготовителя (или вероятность приемки равна 1-α), называют приемочным (приемлемым) уровнем Q1 показателя надежности. Оба уровня могут быть определены по оперативной характеристике (рис. 2, а) для заданных значений риска заказчика и изготовителя.
На рис. (б) приведены оперативные характеристики для нескольких значений приемочного числа С. Каквидно из рисунка, чем больше С, тем оперативная криваякруче (меньше различие между браковочным и приемочным уровнями показателя надежности изделий, и, наоборот, чем меньше С, тем она положе (больше различиемежду браковочным и приемочным уровнями).
Заключение
Следует отметить, что выборочный контроль включает некоторый риск, связанный с принятием некачественной или браковкой качественной продукции. Однако, поскольку этот риск является неизбежным, выборочный метод контроля вполне оправдан.
Тем не менее, одним из основных вопросов при проведении испытаний является определение объема выборки. Слишком большой ее объем может привести к недопустимым потерям времени и средств, что сведёт на нет все возможные преимущества при выборе описанного метода. Однако если выборка и время испытаний слишком малы, то могут возникнуть сомнения относительно достоверности полученных результатов. Оптимальными были бы такие выборка и время испытаний, которые бы позволили добиться достоверных результатов при максимальной оперативности их получения и минимальной стоимости испытаний.
Для получения наиболее оптимального размера выборки, стоит углубиться в изучение физических свойств изделий и материалов, а также понять саму суть возникновения конкретного брака.Также необходимо статистически оценить получаемые отклонения измеряемого параметра от его допустимого значения в ходе самого испытания, чтобы сделать вывод о закономерности брака и повторяемости положительного результата. На практике при работе с малыми выборками (при n≤30) используют критерий Стьюдента в задачах обработки экспериментальных данных (например, при построении доверительных интервалов и проверке гипотез).[3]При дополнительном статистическом контроле возможна корректировка размеров выборки в ходе испытаний.
Рецензенты:Карепин П.А., д.т.н., доцент, Московский Авиационный Институт (Национальный Исследовательский Университет), г.Москва;
Промтов М.А., д.т.н., профессор, Тамбовский Государственный Технический Университет, г.Тамбов.