



Однако обработка резцами сопровождается недостаточным делением стружки, особенно при растачивании труб из легированных сталей, что приводит к проблемам со стружкоделением и стружкоотводом [2].
Одним из способов улучшения процесса деления сливной стружки является вихрефрезерование [2, 12, 19], в том числе [3, 4, 5] и для обработки фасонных поверхностей как регулярный периодический профиль (РПП) [6, 7, 8, 20], также создает трудности в выборе и проектировании оптимальных геометрических параметров фрез и режимов резания.
Для решения этой проблемы была выполнена систематизации геометрических параметров фрез по следующим геометрическим элементам:
- по материалу режущей части:
- быстрорежущие напайные [1];
- быстрорежущие со вставными пластинами [1];
- быстрорежущие со вставными пластинами с износостойким покрытиями [1]
- твердосплавные с напайными пластинами, твердосплавные со сменными пластинами [1];
- твердосплавные со сменными пластинами с износостойким покрытиями [1];
- минералокерамические;
по форме фрез:
-цилиндрические [1];
- дисковые [1];
- концевые [1];
-червячные [1];
по профилю стружечных канавок:
- с кольцевыми канавками [1]
- с винтовыми канавками правого наклона [1];
- с винтовыми канавками левого наклона [1];
по наличию заборного конуса [1]:
- с одним заборным конусом (фрезы для обработки червячных колес методом осевой подачи[1];
по наличию калибрующей части:
-одна калибрующая часть [1];
- круговое расположение режущих и калибрующих зубьев [4]
- по различию шагов:
- с одинаковым шагом между зубьев в продольном направлении [1];
- одинаковый шаг между зубьев по окружности [1];
- переменный шаг между зубьями по окружности [4];
по расположению зубьев на развертке режущих зубьев:
- прогрессивная схема расположения (каждый последующий зуб выше предыдущего [1];
- шахматная схема расположения (последующие зубья расположены между предыдущими [1];
по направлению винтовых стружечных канавок:
-правое направление [1];
-левое направление [1];
по способу крепления фрез в шпинделе:
- крепление конусом Морзе [1];
- крепление метрическим конусом [1];
- крепление конусом 7:24 [1];
- насадные с креплением на цилиндрической оправке [1];
- насадные с креплением наборной фрезы из дисковых фрез (дисков) [5];
по виду обрабатываемой поверхности:
- резьбовые [1];
- регулярного периодического профиля [4, 6];
- эвольвентного профиля зубчатых зацеплений [6];
- эвольвентного профиля зубьев червячных колос (фрезы червячные с заборным конусом);
- круглого профиля зубчатых колес зацепления Новикова [6];
по специализации:
- стандартные [1];
- по техническим условиям предприятий изготовителей [1];
- специальные [1];
по типу вихрефрезерного металлорежущего оборудования:
- станки с ЧПУ типа 6Р16Ф3 [1];
- резьбофрезерные станки [1,2];
- зубообрабатывающие станки с ЧПУ [1];
- специальные пинольные станки с планетарным движением шпинделя [10, 11].
Для повышения производительности обработки резьбовых поверхностей применяют наружное и внутреннее вихрефрезерование [16]. Например, для обработки наружных поверхностей шеек коленчатых валов успешно используется высокопроизводительное черновое и вихрефрезерование на станках фирмы Берингер [17], для обработки внутренних резьб - станки с ЧПУ [19].
Известно, что способ фрезерования с дополнительным осевым движением инструмента [18, 19] позволяет повысить производительность труда в 2,5-3 раза.
Исследуются возможности применения для вихревого фрезерования гребенчатых фрез [12], где предложено для процессов обработки вихрефрезерованием величину подачи Sz представлять:
Sz = ![]() ,
(1 )
,
(1 )
где Sкр – круговая подача заготовки или окружная скорость ее вращения, мм/мин.
Круговая подача заготовки (или планетарного движения фрезы) равна:
Sкр = p∙D3∙n3, (2)
где D3 – диаметр обрабатываемой заготовки, мм.
Актуальность проведения работы по освоению технологии механической обработки внутренней поверхности бесшовных труб, например, на ОАО «ВТЗ» связана с рядом факторов, связанных с производством труб диаметрами от 40 до 130 мм по ГОСТ 8731, 23270, ГОСТ Р 53383. Важным требованием к таким трубам являются отклонения по внутреннему диаметру труб - глубокому отверстию.
Требуемые предельные отклонения внутреннего диаметра трубы ±1%., соответственно в интервале (±0,4 ÷ ±1,3) мм, меньшее значение для Ø40 мм большее для Ø 130 мм. Из-за того, что, часто после проката труба имеет отклонения по внутреннему диаметру ±2 мм, т. е. превышает допустимые отклонения от нормативов, возникла необходимость совершенствования технологического процесс их механической обработки.
Для труб бесшовных на основе титана по ГОСТ 21945-76 с повышенным качеством наружной поверхности. Трубы группы А должны быть расточенными по внутренней поверхности и обточенные или шлифованные по наружной поверхности с получением параметров шероховатости Rz≤40мкм.
Традиционно для механической обработки глубоких отверстий применяется морально устаревшее специальное расточное оборудование типа станков для глубокой расточки труб RIS 60, RIS 125, RIS 235 или расточного станка РТ-602 и т. п.
Поскольку расточные станки не обеспечивают возросших требований к механической обработке, то совершенствование технологии механической обработки внутренней поверхности бесшовных труб на основе разработки и нового оборудования и инструментария является одной из актуальных проблем трубного производства.
Разработан и исследуется альтернативный растачиванию вариант вихрефрезерования с планетарно-круговой подачей, совмещенной с осевой подачей фрезы. При этом, для повышения качества обработанной вихрефрезерованием поверхности может быть предусмотрено режуще-деформирующее прошивание калибрующими зубьями прошивки и дорнование.
Рассматриваемое вихрефрезерование называют методом круговой интерполяции с врезанием по 2 осям.
Принцип работы представлен на рис. 1. Заготовка неподвижна, а инструмент – фреза совершает два вида вращения: вокруг своей оси и планетарное движение по круговой орбите с определенной подачей [7].
Тип фрезы для расфрезеровывания отверстия зависит от диаметра отверстия, можно использовать как концевые, так и насадные конструкции фрез.
В монографии [9] и патентах [10, 11, 13, 14] представлены описания пинольного станка и устройства пиноли для вихрефрезерования методом винтовой интерполяции глубоких отверстий в трубных заготовках с беззазорным базированием режуще-деформирующей прошивки [15] пиноли (разновидность фрезерной головки) по обработанному отверстию.
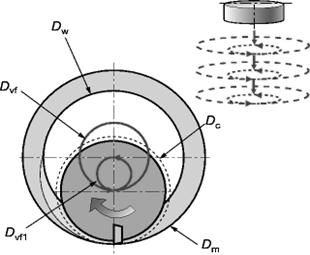
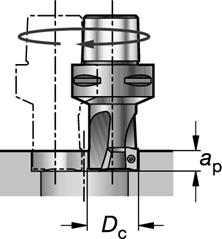
Рис. 1. Круговая интерполяция с врезанием по 2 осям
Метод круговой интерполяции является альтернативой использованию традиционного расточного инструмента. Круговую интерполяцию можно применять, используя большинство фрез с углом в плане 90 градусов, совершая кольцевой проход (рис. 2).
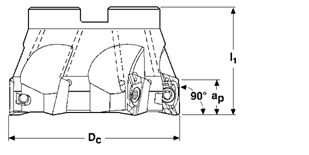
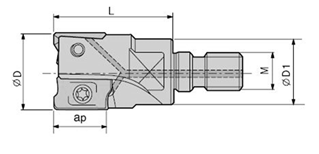


Рис. 2. Фрезы производства фирм «Seco» (слева) и «TaeguTec» (справа)
Использование больших подач прошивки [15] и совмещение круговой и осевой подач фрезерного инструмента на оборот планетарного механизма пиноли [10, 11, 13], обеспечивает высокую производительность обработки и повышение точности обработанных совмещение резания и ППД как глубоких, так и координированных соосных отверстий [8].
Расчеты показывают, что машинное время обработки трубы с внутренним диаметром 80 мм и длиной 6 м при использовании вихрефрезерования на 55-70% меньше, чем при растачивании традиционными расточными головками.
Существующее многообразие конструкций фрез для вихрефрезерования требует разработки апробированных рекомендаций, направленных на оптимизацию их конструктивных элементов и оборудования, использующих фрезы.
Результаты систематизации основных геометрических элементов дисковых, цилиндрических, пальцевых фрез, предназначенных для улучшения стружкоделения в условиях необходимости организации стружкоотвода при осуществлении вихрефрезерования глубокого отверстия методом винтовой интерполяции, позволяют использовать их как справочный материал при назначении типов фрез для различных технологических процессов и оборудования.
Рецензенты:Пушкарев О.И., д.т.н., профессор, профессор кафедры «Общетехнические дисциплины», Волжский институт строительства и технологий (филиал) ФГБОУ ВПО «Волгоградский государственный архитектурно-строительный университет», г. Волжский;
Шевчук В.П., д.т.н., профессор, профессор кафедры «Автоматизация технологических процессов», Московский энергетический институт (филиал) ФГБОУ ВПО «Национальный исследовательский университет», г. Волжский.