



Введение
За последнее десятилетие одним из решающих производственных факторов, наряду с ресурсами, стала точная информации [4]. Повышение точности измерений (измерение скорости и длины) производимых заготовок, изделий и материалов осуществляется на основе совершенствования измерительного оборудования и его автоматизации [5]. Однако широко используемые контактные механические устройства на базе измерительных роликов или гусеничных ремней не отвечают современным требованиям по точности, быстродействию и надежности, а также имеют определенные ограничения по применению, например, для высокотемпературных, клейких и деформируемых изделий. Контактные методы измерения скорости движения горячего проката в металлургии, основанные на применении прижимных роликов, имеют высокую погрешность (1.5–15 %) из-за эффектов проскальзывания, термической деформации и выгорания. Одним из поставщиков действительно достоверной информации в промышленности могут быть современные лазерные доплеровские компьютеризованные измерительные приборы и системы.
Методы исследований
Лазерная доплеровская измерительная система осуществляет зондирование лучами лазера светорассеивающих поверхностей движущихся объектов и регистрирует доплеровское смещение частоты рассеянного когерентного света, пропорциональное скорости (анемометрия означает буквально измерение скорости).
Для измерения скорости и длины проката на базе гелий-неоновых лазеров авторами созданы оптоэлектронные доплеровские информационно-измерительные системы серий «Квазар» и «ЛИ-803» [1, 4]. Приборы испытаны в 1993 г. на крупнейших металлургических предприятиях – Нижнетагильском и Западно-Сибирском металлургических комбинатах информационно-измерительные системы «ЛИ-803м». Они отличались сверхдальней измерительной дистанцией (3–5 м, максимальная дальность зарубежного измерителя на тот момент времени составляла – 2 м) и предельной глубиной измерительной зоны (более 200 мм). В 2007 г. выполнены работы по созданию и поставке лазерного технологического измерительного комплекса для регистрации скорости и длины горячего проката ЛИ-8023М-К на ОАО «Новосибирский металлургический завод им. Кузьмина». Прибор осуществляет измерение скорости горячих труб, а также измерение их продольных линейных размеров. Измеритель поставлялся в качестве замены лазерного измерителя «Квазар-3М», успешно отработавшего в непрерывном режиме с 1986 года. Прибор осуществлял точное бесконтактное измерение скорости движения поверхности горячего проката температурой до 1200 °С.
Стремительное развитие технологий привело к созданию доплеровских анемометров на основе полупроводниковых лазеров [3]. Однако к ряду преимуществ, таких как малое энергопотребление, надежности и компактности добавились сложности, связанные с повышенными требованиями к статистической обработке доплеровских сигналов, обусловленных спецификой сигналов полупроводниковых лазеров. В первую очередь, это связано с низкой когерентностью и перестройкой модового состава полупроводникового лазера. Таким образом, остро возникла необходимость разработки системы сбора и обработки доплеровских сигналов на основе современных методов цифровой обработки, для более полной статистической обработки регистрируемых оптических сигналов.
Практическая реализация
Для улучшения метрологических характеристик и потребительских свойств прибора ЛИ-8023М-К, при замене газового лазерного излучателя на полупроводниковый, авторами была разработана новая система обработки доплеровских сигналов в реальном времени на современной элементной базе с применением цифрового сигнального процессора DSP TMS320C6713 [2]. Система выполнена на основе модуля обработки, блок-схема которого приведена на рисунке 1.
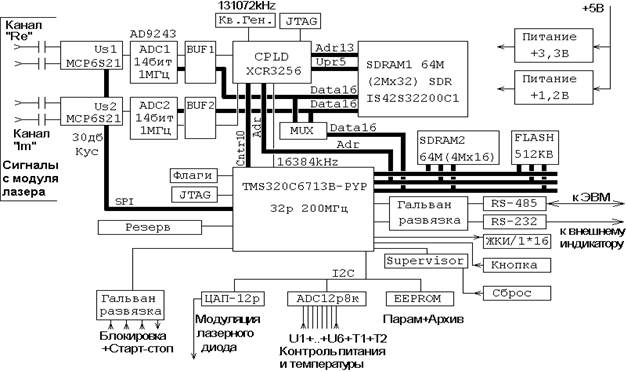
Рисунок 1. Блок-схема модуля обработки лазерного реверсивного доплеровского измерителя скорости и длины горячего проката для металлургии на основе сигнального процессора TMS320C6713
Система обработки спектра обладает расширенным динамическим диапазоном по амплитуде измеряемых сигналов. Центральным элементом всей схемы является сигнальный процессор с плавающей запятой TMS320C6713 (рисунок 1). Рабочая тактовая частота процессора определяется задающей тактовой частотой 16384 кГц, поступающей на него из микросхемы программируемой логики (CPLD XCR3256XL фирмы Xilinx), и составляет 196608 кГц. В качестве основы измерительной системы контроллера выбраны 14-разрядные АЦП AD9243 фирмы Analog Devices с частотой измерений до 3 МГц. Совместно с усилителями PGA типа MCP6S21 фирмы Microchip, коэффициент усиления которых программируется процессором через порт SPI в пределах К=1÷32, измерительная система имеет динамический диапазон измеряемых сигналов в 19 бит.
Измерительная система работает без участия процессора под управлением аппаратного контроллера, реализованного на микросхеме программируемой логики XCR3256XL. Частота измерений АЦП равна 1024 кГц. Результаты выборок усиленного и оцифрованного доплеровского сигнала с двух АЦП аппаратным контроллером в автоматическом режиме записываются в 32-разрядную микросхему динамической памяти (SDRAM1) типа IS42S32200C1. Размер памяти равен 2М-слов по 32 бита и позволяет хранить данные с 2-х АЦП за последние 2 секунды. Аппаратный контроллер также обеспечивает процессору «прозрачный» доступ для чтения данных из СДРАМ1 с любого начального адреса и с любым коэффициентом прореживания в диапазоне 1÷2047 в режиме прямого доступа (ПДП) с частотой до 7 МГц 32-разрядных слов. Такой темп чтения данных позволяет прочитать данные для дискретного преобразования Фурье на 1024 точки за время 147 мкс. Комплексное преобразование Фурье на 256 и 1024 точек выполняется соответственно за 55мкс и 180мкс.
Высокая производительность сигнального процессора TMS320C6713 позволила решить задачу непрерывного измерения скорости движущегося объекта с интервалом 1 мс. В процессе работы модуль по питанию +5 В потребляет не более 3 Ватт.
Основные функции программы реализованного цифрового доплеровского процессора следующие.
- Детектирование обнаружения и исчезновения движущегося объекта в измерительной зоне прибора.
- Адаптивный выбор параметров детектирования доплеровского сигнала.
- Расчёт текущей скорости движения объекта.
- Расчёт длины объекта.
- Отображение результатов измерений и параметров прибора на ЖКИ.
- Отображение и изменение параметров работы прибора в ЭВМ.
- Вспомогательные распечатки информации в ЭВМ для отладки алгоритмов работы прибора.
- Контроль за температурой основных элементов прибора и за напряжениями источников питания.
- Ведение технологического архива в ЕЕПРОМ прибора.
- Чтение архива в ЭВМ.
- Вывод результатов измерений в ЭВМ через порт RS-485.
Разработанный цифровой сигнальный процессор позволяет адаптивно подстраивать алгоритмы обработки с учетом особенностей светорассеивающих характеристик движущегося проката, что увеличивает точность измерения интегрируемой длины движущихся объектов. Процессор успешно интегрирован в лазерный реверсивный доплеровский измеритель скорости и длины горячего проката и обеспечил измерения доплеровских сигналов в расширенном динамическом диапазоне. На рисунке 2 показаны графики тестовых измерений вращающегося диска с длиной окружности 0,915 м. Обеспечена долговременная стабильность регистрируемой скорости и длины.
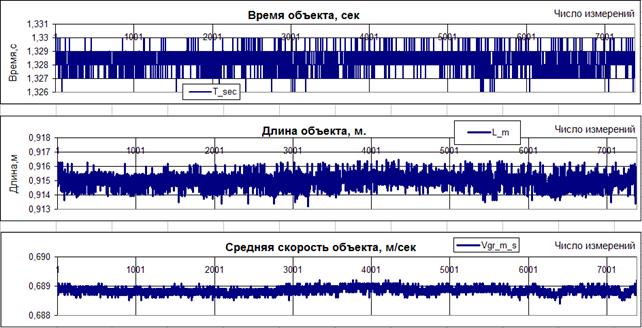
Рис. 2. График циклических измерений длины образцового объекта длиной 0,915 м (один оборот стабильно вращающегося диска)
На рисунке 3 приведен часовой график пореза труб на редукционном трубоэлектросварочном стане Новосибирского металлургического завода. Температура труб составляла 800–1000 °С, прибор регистрировал длину уже отрезанных труб. Оператор стана, ориентируясь на показания длины предыдущего пореза, регулировал интервал резки, плавно подгоняя длину отрезанных труб под необходимый в соответствии с ГОСТ размер 8,00 ± 0,05м. Неточность длин отрезанных труб определяется неравномерностью скорости движения на стане и неравномерностью вращения круглого стола с отрезной циркулярной пилой.

Рис. 3. График результатов часовой работы редукционного трубоэлектросварочного стана Новосибирского металлургического завода 28.01.2010 г. с 13-45 до 14-45.
На рисунке 4 показан пример измерений заготовок в цехе № 8 Первоуральского новотрубного завода. Пример демонстрирует характеристики изменения скорости и интегрированной длины объекта – цилиндра диаметром 100 мм во время нахождения в измерительной зоне прибора. В частности, наблюдается остановка объекта на упоре, реверсивное движение – колебания во время удара о упор и выезд объекта из зоны измерения. Интегрированная длина измеряемого объекта составила 2,18 м.
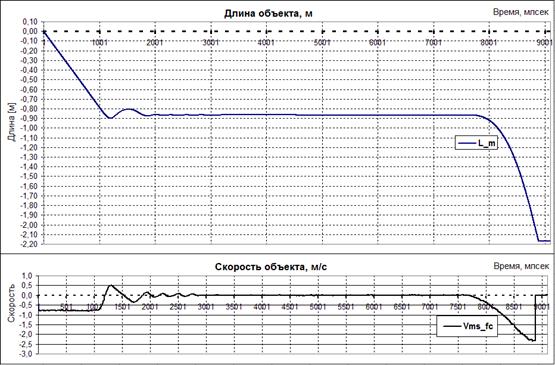
Рис. 4. График результата измерения в цехе № 8 ПНТЗ длины и скорости заготовки при въезде в ножницы, останове на стопоре, резке ножницами и выезде отрезанной заготовки
Выводы
Лазерная анемометрия горячего проката реализована в лазерном реверсивном доплеровском измерителе для металлургии с впервые созданной системой цифровой обработки доплеровских сигналов. Измеритель успешно прошёл предварительные испытания на редукционном трубоэлектросварочном стане Новосибирского металлургического завода в 2009–2010 гг., а на Первоуральском новотрубном заводе (ПНТЗ) в 2012 г. в режимах высоких ускорений и близких к нулю скоростей были подтверждены высокие функциональные возможности прибора.
Работа выполнена при частичной поддержке Министерства образования и науки РФ в рамках реализации ФЦП «Исследования и разработки по приоритетным направлениям развития научно-технологического комплекса России на 2007–2013 годы» (ГК № 11.519.11.6022).
Рецензенты:
Бердников Владимир Степанович, д-р физ.-мат. наук, профессор, зав. лабораторией, Институт теплофизики им. С. С. Кутателадзе СО РАН, г. Новосибирск.
Лежнин Сергей Иванович, д-р физ.-мат. наук, профессор, главный научный сотрудник, Институт теплофизики им. С. С. Кутателадзе СО РАН, г. Новосибирск.