



Введение
Спрос на цветные металлы в основном удовлетворяется переработкой монометаллических руд по классическим схемам, запасы которых ограниченны, вследствие чего необходимо использовать более сложные по составу полиметаллические руды [1; 2].
При флотационном обогащении труднообогатимых полиметаллических руд не достигается достаточно полного выделения меди, свинца, цинка в одноименные концентраты. При последующем селективном обогащении велики потери цинка, свинца и меди с хвостами обогащения, а также значительное количество цинка и свинца переходит в медные концентраты. Качество концентратов повышают стадиальным измельчением в сочетании с последующей флотацией на каждой стадии разделения руды и первичных концентратов. При этом наряду с монометаллическими концентратами образуются промежуточные коллективные продукты обогащения. Получение коллективных медно–цинково–свинцовых концентратов и промпродуктов обогащения повышает общее извлечение металлов из руды. Поскольку классическая пирометаллургия меди, цинка и свинца рассчитана на переработку одноименных концентратов, плавка коллективных концентратов требует проведения дополнительных исследований: например, в пирометаллургии меди переработка Cu–Zn–концентратов осложняется появлением Zn–шлаков. Часть цинка переходит в состав возгонов, что требует организации пылеулавливания. При переработке медного концентрата свинец переходит в черновую медь, затрудняя её дальнейшее рафинирование. Отсутствие апробированной технологии комплексной переработки полиметаллических концентратов приводит к значительным потерям цветных металлов [3–5].
Коллективное решение проблем при переработке труднообогатимых полиметаллических руд, может быть достигнуто при рациональном сочетании возможностей обогатительного и металлургического переделов в рамках комбинированных технологий.
Целью настоящей работы является исследование и разработка рациональной технологии переработки коллективных Cu–Pb–Zn-концентратов, включающей автоклавную и флотационную стадии, с селективным выделением меди, свинца и цинка в товарные продукты.
Методика исследований и материалы
Для переработки коллективных полиметаллических концентратов авторами предложена технологическая схема, включающая следующие основные операции (рис. 1):
– автоклавное выщелачивание концентрата в сернокислотном растворе;
– гидротермальное осаждение меди в автоклаве;
– автоклавное окисление железа кислородом в цинковом растворе;
– осаждение трехвалентного железа из цинкового раствора известковым молоком;
– фильтрация с получением железного кека и цинкового раствора.
– осаждение цинка из цинкового раствора – содой, с получением цинкового кека и натриевого раствора;
– флотационное разделение медно–свинцового кека с получением медного и свинцового концентрата.
Укрупненно–лабораторные испытания проводили с использованием автоклава фирмы «Parr» (США) серии 4530 объемом 7,5 дм3.
Первоначально схема была отработана в лабораторных условиях на коллективном концентрате Рубцовской обогатительной фабрике состава, %: 9,5–20,1 Cu; 7,9–21,5 Zn; 9,4–17,2 Pb; 3,7–22,4 Fe; 17,8–25,3 S. По результатам рентгенофазового анализа металлы в концентрате представлены минералами: медь – халькопиритом (CuFeS2); цинк – сфалеритом (ZnS); свинец – галенитом (PbS) и сульфатом (PbSO4); железо – пиритом (FeS2).
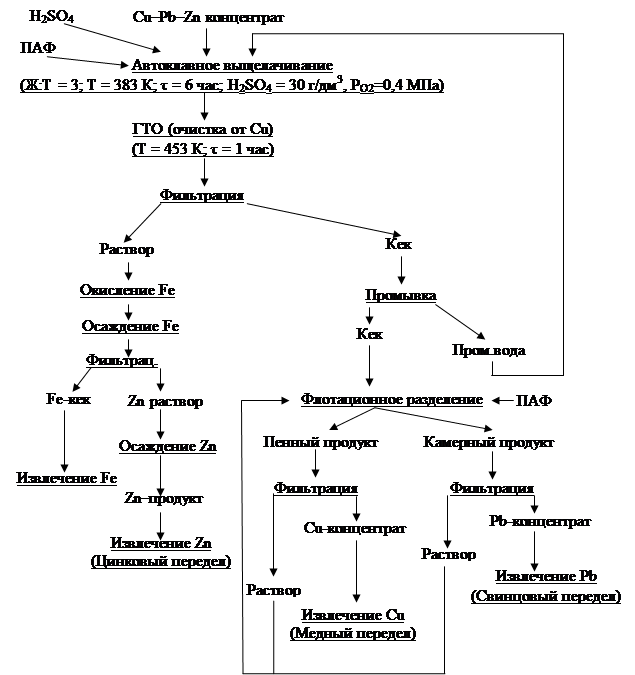
Рис. 1 – Технологическая схема автоклавно-флотационной схемы переработки коллективного концентрата
Результаты и обсуждение
Автоклавное выщелачивание концентрата проводили в следующих режимах:
–Т : Ж = 1:3;
– температура процесса 378–383 К;
– продолжительность выщелачивания 5 часов;
– концентрация серной кислоты 30 г/дм3;
– избыточное давление кислорода 0,4 МПа;
– расход лигносульфоната натрия (ПАВ) – 1 кг/т.
После автоклавного выщелачивания для обезмеживания раствора проводили стадию гидротермального осаждения меди. Режим гидротермального осаждения меди:
– температура процесса 453–458 К;
– продолжительность гидротермального осаждения 1 час.
В результате автоклавного выщелачивания концентрата с последующим гидротермальным осаждением меди достигали извлечения цинка в раствор на уровне 90–95% при переходе меди в раствор не более чем на 0,1%.
Полученную пульпу фильтровали и промывали на фильтре. Промводу использовали для приготовления исходного раствора для выщелачивания. Фильтрат направляли на очистку от железа, состоящую из двух стадий:
– автоклавное окисление железа;
– осаждение железа известковым молоком.
Режим окисления железа в растворе:
– температура процесса 353–363 К;
– продолжительность окисления 1 час;
– избыточное давление кислорода 1 МПа.
После проведения автоклавного окисления железа, из раствора осаждают железо известковым молоком. Режим осаждения железа:
– температура процесса 343–353 К;
– для осаждения используют 16%-ное известковое молоко (ρ = 1,13 г/см3);
– pH ≈ 3;
– по достижении заданного pH пульпу перемешивают в течение 1 часа;
– расход известкового молока составляет 0,08–0,1 м3 на 1 м3 раствора.
Степень очистки раствора от железа достигает 88–92%, с потерей цинка не более 6%.
Из полученного раствора осаждали цинк содовым растром. Режим осаждения цинка:
– температура процесса 323–333 °С;
– для осаждения используют 20%-ный содовый раствор;
– pH ≈ 8–8,5;
– по достижении заданного pH агитирует в течение 2 часов;
– расход содового раствора 0,24–0,25 м3 на 1 м3 цинкового раствора.
Кек от автоклавного выщелачивания флотировали в кислой среде при следующем режиме:
– температура процесса 288–293 К;
– собиратель «DSP–013» с расходом 0,3 кг/т кека;
– пенообразователь метилизобутилкарбинол с расходом 0,1 кг/т кека;
– флотацию проводили до прекращения образования пенного продукта в течение 10–15 минут.
Получены продукты флотации:
– пенный продукт (выход 75–85%; переход в него меди 90–96%);
– камерный продукт (выход 15–25%; переход свинца 80–90%).
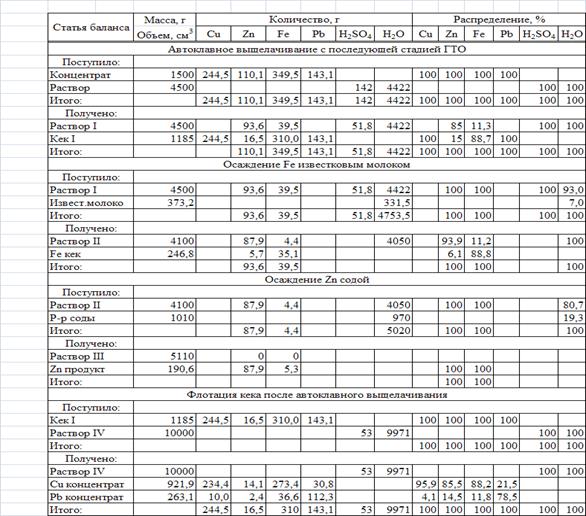
Материальный баланс распределения основных макрокомпонентов по продуктам переработки приведен в табл. 1.
Таблица 1 – Материальный баланс распределения основных компонентов по продуктам автоклавно–флотационной схемы
Результаты балансовых опытов показали, что при автоклавном выщелачивании Se, Te и Au, Ag практически полностью остаются в кеке. На стадии флотации весь Se и 70–80% Te переходят в пенный продукт (медный концентрат), а большая часть благородных металлов (Au, Ag) переходят в камерный продукт.
Проведенные укрупненно–лабораторные испытания подтвердили результаты ранее выполненных исследований и показали состоятельность предложенной схемы – при переработке концентрата Рубцовской обогатительной фабрики, состава, %: 16,3 Cu; 7,3 Zn; 9,5 Pb; 23,3 Fe, достигнуто извлечение цинка в раствор на уровне 85%, в целом сквозное извлечение меди в медный концентрат соответствовало 90–95%; цинка и свинца в одноименные концентраты – на уровне ~80% каждого.
Полученный медный концентрат, согласно ГОСТ Р 52998–2008, соответствует марке «МК5» (табл. 2) и может быть переработан в медном производстве. Свинцовый концентрат также соответствует ГОСТ и пригоден для индивидуальной переработки на профильном предприятии.
Таблица 2 – Состав конечных продуктов при укрупненных лабораторных испытаниях автоклавно–флотационной схемы.
|
Наименование продукта |
Состав продукта |
|||
|
Cu |
Zn |
Fe |
Pb |
|
|
Фильтрата автоклавного выщелачивания, г/дм3 |
0 |
20,8 |
8,8 |
0 |
|
Кек автоклавного выщелачивания после стадии ГТО, % |
20,6 |
1,4 |
26,2 |
12,1 |
|
Железный кек после осаждения известковым молоком, % |
0 |
2,3 |
14,2 |
0 |
|
Цинковый кек после осаждения содой, % |
0 |
46,1 |
2,76 |
0 |
|
Медный концентрат, % |
25,4 |
1,5 |
29,7 |
3,3 |
|
Свинцовый концентрат, % |
3,8 |
0,9 |
13,9 |
42,7 |
Гидрометаллургическое производство с применением данной технологии будет являться своеобразным буфером между обогатительным и металлургическим переделами, позволяющими оперативно решать проблемы освоения труднообогатимых руд путем комплексной переработки коллективных концентратов любого качества.
В дальнейшем возможна организация обогащения с получением только коллективного концентрата, без дорогостоящих перечисток, направляемого на гидрометаллургическую доработку по предлагаемой схеме, а строительство гидрометаллургических участков, работающих по данной технологии, предполагается в непосредственной близости с обогатительной фабрикой. Это позволит существенно сократить расходы на дорогостоящую перевозку бедных коллективных концентратов.
Выводы
1. Проведён ряд лабораторных исследований по переработке полиметаллического Cu–Pb–Zn–концентрата с использованием автоклавной технологии.
2. Определены параметры сернокислотной автоклавной обработки коллективного концентрата, при которых достигнуто достаточно полное разделение цинка и меди, с извлечением цинка в товарный продукт не менее 85%.
3. Перспективной гидрометаллургической технологией переработки полиметаллического концентрата является сернокислотное автоклавное выщелачивание для селективного извлечения цинка в раствор с получением Cu–Pb–кека, а также последующим его флотационным разделением на Cu– и Pb–концентраты, направляемые для получения индивидуальных металлов на специализированные предприятия.
Рецензенты:
Радушев А.В., доктор технических наук, профессор, заведующий лабораторией органических комплексообразующих реагентов Института технической химии УрО РАН, г. Пермь.
Мигалатий Е.В., доктор технических наук, профессор, заведующий кафедрой водного хозяйства и технологии воды Уральского федерального университета им. первого Президента России Б.Н. Ельцина, г. Екатеринбург.