



Введение. Использование газомоторного топлива в качестве горючего для ДВС сопряжено с рядом технических вопросов, без решения которых эффективная эксплуатация автомобилей на двухтопливных системах питания невозможна. Одним из наиболее острых вопросов технической эксплуатации автомобилей на газомоторном топливе является низкий ресурс сопряжения «седло-клапан».
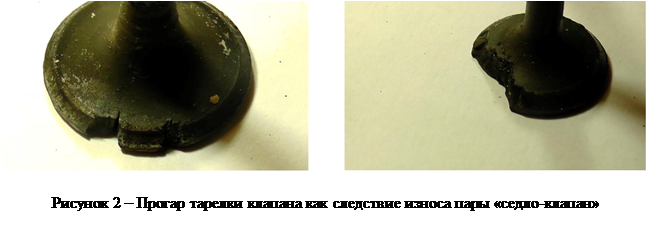
Анализ повреждений седла позволил установить причины их возникновения, а именно: пластическая деформация и газовая эрозия, вызванная ухудшением прилегания пары трения в процессе эксплуатации [3; 5]. На рисунках 1 и 2 представлены основные характерные повреждения седел и клапанов при работе на газовом топливе.
Традиционно для бензиновых двигателей седла клапанов изготавливают из серого чугуна марок СЧ25, СЧ15 по ГОСТ 1412-85 либо углеродистых и легированных сталей 30 ХГС по ГОСТ 4543-71, которые обеспечивают удовлетворительную эксплуатационную надежность и долговечность сопряжения на протяжении гарантированного ресурса двигателя. Однако при переходе на двухтопливную систему питания ДВС ресурс сопряжения резко сокращается, по разным оценкам, ремонт головки блока требуется уже через 20000-50000 тыс. км пробега. Причина снижения ресурса сопряжения – низкая скорость сгорания газовоздушной смеси на режимах работы с высокой частотой вращения коленчатого вала и, как следствие, значительный разогрев металла седла, потеря его прочности и далее деформация от взаимодействия с клапаном.

Таким образом, для обеспечения гарантированного ресурса сопряжения седло-клапан, при использовании газомоторного топлива, от материалов требуются не только высокие антифрикционные свойства, но и повышенная жаропрочность.
Цель исследования. Результаты исследования. Целью исследований является обоснование целесообразности использования для изготовления седел клапанов марганцовистого аустенитного чугуна. Известно, что стали и чугуны феррито-перлитного и перлитного класса не отличаются жаропрочностью и не применяются для деталей, работающих при температурах свыше 700 ºС. Для работы в экстремальных условиях, при рабочих температурах порядка 900 ºС, в частности, используют жаропрочные чугуны аустенитного класса с минимальным количеством свободного графита в структуре. К числу таких сплавов можно отнести аустенитный марганцовистый чугун, связующую основу которого составляет аустенит, содержащий карбидные включения и мелкодисперсный пластинчатый графит. Традиционно такой чугун используется как антифрикционный под маркой АЧС-5 и применяется для подшипников скольжения.
Многолетние исследования марганцовистого чугуна [1; 2; 4] позволили выявить ценные качества данного материала, достигаемые путем улучшения свойств сплава за счет его модифицирования и совершенствования технологии получения. В ходе выполненных работ было изучено влияние концентрации марганца в сплаве на фазовый состав и эксплуатационные свойства аустенитного чугуна. Для этого была произведена серия плавок, при которых варьировалось только содержание марганца на четырех уровнях, состав остальных компонентов, условия и режим проведения выплавки были постоянными. Микроструктура, фазовый состав и свойства полученных чугунов приведены в таблице 1.
Таблица 1 – Влияние концентрации марганца на структурный состав и механические свойства марганцовистого чугуна в литом состоянии
|
Содержание марганца, % |
Микроструктура (шлиф травленый) |
γ/α |
Твердость HB |
Микротвердость, 10 ∙ МПа |
||
|
аустенит |
мартенсит |
карбиды |
||||
|
4,5 |
Аустенито-мартенситная смесь, мартенсит, карбиды средних и мелких размеров. Преобладает мартенсит. Крупный пластинчатый графит |
0,7 |
315-330 |
– |
682-690 |
810-840 |
|
8,2 |
Аустенит, аустенито-мартенситная смесь, карбиды, мелкодисперсный графит. Преобладание аустенита |
8,5 |
238-250 |
330-350 |
590-650 |
855-870 |
|
10,5 |
Аустенит, незначительное количество мартенсита, карбидная сетка, мелкодисперсный графит. Преобладание аустенита |
17,5 |
210-225 |
310-325 |
450-470 |
950-1050 |
|
12,3 |
Аустенит, значительное количество крупных карбидов, распределенных неравномерно, отдельные поля ледебурита |
21 |
242-248 |
320-340 |
– |
1080-1200 |
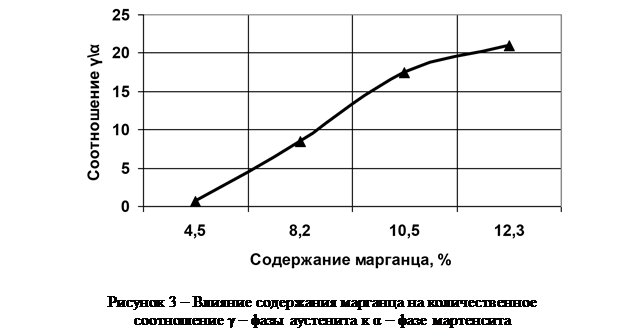
В результате исследования микроструктуры было отмечено, что с ростом содержания марганца в чугуне изменяется соотношение фазовых составляющих (рис. 3): увеличивается отношение гамма-фазы к альфа-фазе железа, возрастает количество карбидной фазы (Fe3C, Mn3C, Cr3C2) и уменьшается количество графита.
Как показали результаты рентгенографических исследований, с повышением содержания марганца отношение площадей интегральных интенсивностей, занимаемых соответственно гамма-фазой аустенита и альфа-фазой мартенсита (I111/I110) на рентгенограмме поверхности шлифа, увеличивается. При содержании марганца 4,5% I111/I110 = 0,7; при 8,2% I111/I110 = 8,5; при 10,5% I111/I110 = 17,5; при 12,3% I111/I110 = 21.
Для установления влияния марганца на физико-механические свойства чугуна были проведены испытания, в частности на износостойкость в условиях сухого трения и неконтролируемого фрикционного разогрева. Сравнительные испытания на износ чугунов с различным содержанием марганца проводились на машине СМЦ-2 по схеме трения «колодка-ролик» при удельном давлении 1,0 МПа и скорости скольжения 0,4 м/с. Результаты испытаний представлены на рисунке 4.
При увеличении содержания марганца от 4,5 до 10,5% в чугуне возрастает количество аустенита, содержащегося в структуре. Увеличение доли аустенита в металлической матрице чугуна обеспечивает надежное удерживание карбидной фазы в основе. Повышение содержания марганца свыше 12% не приводило к существенному росту износостойкости чугуна. Это обстоятельство объясняется тем, что приращение карбидной фазы (наблюдаются отдельные поля ледебурита) не оказывает существенного влияния на износостойкость материала при данных режимах трения.
На основании результатов, полученных при испытании экспериментального чугуна с различным содержанием марганца, наибольшей износостойкостью обладает чугун, содержащий 10,5% Mn. Такое содержание марганца обеспечивает создание оптимального с точки зрения фрикционного контакта структуры, образованной относительно пластичной аустенитной матрицей, равномерно армированной карбидными включениями.
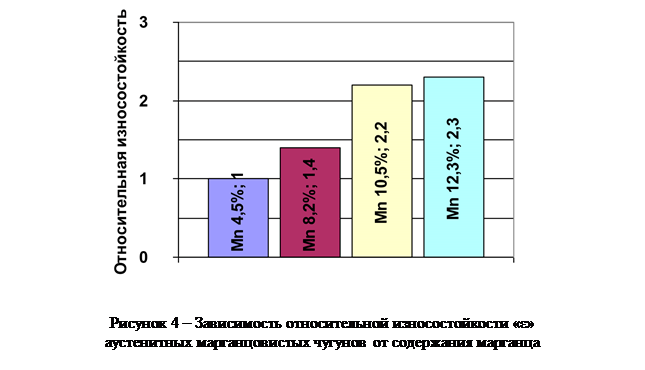
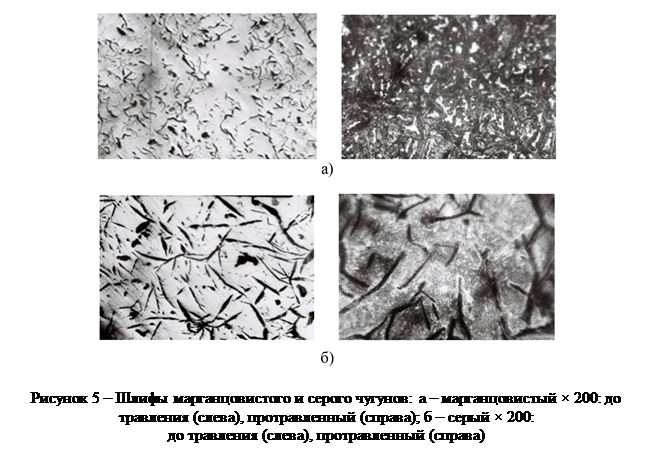
При этом наиболее оптимальным соотношением фазовых составляющих, а также их формой и расположением отличался сплав, содержащий 10,5% Mn. Его структуру составлял преимущественно аустенит, армированный средними и мелкими по величине разнородными карбидами и мелкодисперсными графитными включениями (рис. 5). Относительные испытания на износ при сухом трении, проведенные с образцами из чугунов с различной концентрацией марганца, показали, что марганцовистый чугун, содержащий 10,5% Мn, в 2,2 раза превосходил по износостойкости чугун с 4,5% Mn.
Увеличение содержания марганца свыше 10,5% приводило к дальнейшему повышению количества аустенитной и карбидной фаз, но при этом карбиды наблюдались в виде отдельных полей, износостойкость чугуна не возрастала. На основании этого для дальнейших исследований и испытаний был выбран химический состав чугуна, %: 3,7 С; 2,8 Si; 10,5 Mn; 0,8 Cr; 0,35 Cu; 0,75 Mo; 0,05 B; 0,03 S; 0,65 P; 0,1 Ca.
С целью изучения влияния термической обработки на структурный состав и свойства аустенитного марганцовистого чугуна предложенного химического состава образцы (колодки) подвергали закалке. Объемную закалку образцов проводили в проточной воде с температуры нагрева 1030-1050 °С и продолжительностью выдержки при нагреве: 0,5, 1, 2, 3, 4 ч.
Исследования структуры образцов после объемной закалки показали, что температура нагрева, продолжительность выдержки при нагреве и скорость охлаждения играют значительную роль в формировании структуры марганцовистого чугуна. Закалка в общем случае приводила к практически полной аустенизации, получению зерен среднего и мелкого размера. Нагрев обеспечивает растворение карбидов в аустените. Полнота этих превращений возрастает с увеличением продолжительности выдержки образцов в печи. Мартенсит, присутствующий в структуре отливки, при нагреве полностью растворялся в аустените и при закалке не выделялся. Карбиды, в зависимости от продолжительности выдержки при нагреве, растворившись частично или полностью в аустените, снова выделяются при охлаждении. После закалки количество графита в структуре чугуна становится значительно меньше по сравнению с литым состоянием. В закаленном чугуне пластинки графитных включений тоньше и короче. Твердость по Бринеллю закаленного марганцовистого чугуна снижается, вязкость повышается и улучшается обрабатываемость резанием.
С целью определения режима закалки, обеспечивающего максимальную износостойкость экспериментального марганцовистого чугуна, образцы с различным временем выдержки при закалке подвергались изнашиванию. Изучение износостойкости проводилось на машине трения СМЦ-2 при удельном давлении на образец 1,0 МПа и скорости скольжения 0,4 м/с.
В результате испытаний было установлено, что повышение времени выдержки до 2∙3,6∙103 с при температуре закалки вызывает повышение относительной износостойкости марганцовистого чугуна, после чего его износостойкость не изменяется. Эти испытания подтверждают предположение о том, что структурный состав марганцовистого чугуна, полученного закалкой после выдержки 2∙3,6∙103 с, является наиболее совершенным и способен обеспечить высокую работоспособность при сухом трении.
Кроме того, снижение твердости до 160-170 HB аустенитного марганцовистого чугуна при закалке, по всей вероятности, должно иметь положительное влияние на повреждение и износ контртела (ролика), имитирующего колесо локомотива. В этой связи для последующих лабораторных и эксплуатационных испытаний использовался аустенитный марганцовистый чугун в литом (ИАЧл) и закаленном состоянии, полученный после 2-часовой выдержки при температуре закалки (ИАЧз).
На основе проведенных исследований и испытаний удалось разработать специальный состав аустенитного чугуна, полученного модифицированием марганца, отличающегося высокой износостойкостью в условиях сухого трения (тормоза, фрикционные муфты), отличающихся высоким фрикционным разогревом до 900 ºС («Износостойкий чугун», патент РФ № 2471882) [4]. Результаты испытаний данного состава чугуна в условиях и режимах нагружения сопряжения «седло-клапан» ГРМ показали высокую работоспособность материала, превышающую ресурс седел из серого чугуна СЧ 25 по ГОСТ 1412-85 и 30 ХГС по ГОСТ 4543-71 в 2,5-3,3 раза. Это позволяет считать такой чугун перспективным для использования в условиях сухого трения и высоких температур, в частности для седел клапанов, нажимных дисков сцепления, тормозных барабанов подъемно-транспортных машин и др.
Выводы. Таким образом, можно заключить, что использование аустенитного марганцовистого чугуна для изготовления седел клапанов позволит значительно увеличить ресурс работы ГБЦ двигателей, переведенных на газомоторное топливо, и использующих комбинированную систему питания (бензин-газ).
Рецензенты:
Астанин В.К., д.т.н., профессор, заведующий кафедрой технического сервиса и технологий машиностроения, ФГБОУ ВПО «Воронежский государственный аграрный университет имени императора Петра I», г. Воронеж.
Сухочев Г.А., д.т.н., профессор кафедры технологий машиностроения, ФГБОУ ВПО «Воронежский государственный технический университет», г. Воронеж.
Библиографическая ссылка
Попов Д.А., Поляков И.Е., Третьяков А.И. О ЦЕЛЕСООБРАЗНОСТИ ПРИМЕНЕНИЯ АУСТЕНИТНОГО МАРГАНЦОВИСТОГО ЧУГУНА ДЛЯ СЕДЕЛ КЛАПАНОВ ДВС, РАБОТАЮЩИХ НА ГАЗОМОТОРНОМ ТОПЛИВЕ // Современные проблемы науки и образования. 2014. № 2. ;URL: https://science-education.ru/ru/article/view?id=12291 (дата обращения: 02.08.2026).