



Волокнонаполненные армированные стержни из реактопластов формовали способом пултрузии. Данный способ обладает высокой производительностью, обеспечивает высокую прочность и однородность изделий. Пултрузию применяют для получения армированных длинными нитями погонных изделий (трубы, стержни) из невысоконаполненных материалов с содержанием наполнителя менее 90% [4].
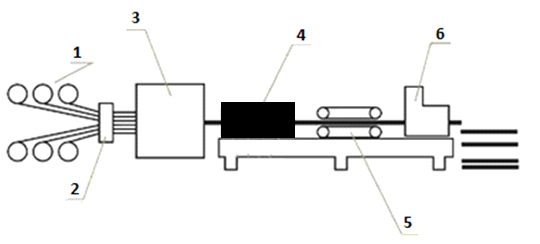
Рис. 1. Принципиальная схема пултрузионной установки для исследования способов физической модификации армированных реактопластов: 1 - система для подачи волокна; 2 - ванна для совмещения связующего и наполнителя; 3 - устройство для физической обработки препрега; 4 - формующая головка; 5 - тянущее устройство; 6 - отрезная машина
Ранее были проведены исследования по изучению влияния других физических обработок препрегов при формовании стержней [2]. В этой работе способом пултрузии получены высокопрочные полимерные стержни при использовании в качестве связующего смеси эпоксидной смолы ЭД-20 с отвердителем холодного отверждения полиэтиленполиамин (ПЭПА), однако использование ПЭПА в реальном непрерывной производстве не технологично. В данной работе применили смесь эпоксидной смолы ЭД-20 с ангидридным отвердителем горячего отверждения. В качестве армирующих наполнителей использовали стеклянную техническую нить и нить капрон.
Обработка электромагнитными колебаниями СВЧ относится к физическим методам модификации полимерных композиционных материалов (ПКМ). Применение излучений СВЧ в электротехнологических процессах (микроволновые технологии) и для модификации материалов является одним из основных направлений современной технологии [1].
Принципиальное отличие данной работы от известных состоит в том, что обработку СВЧ-излучением обычно применяют для перевода материала в вязкотекучее состояние в процессе формования изделий. В данной работе применяли кратковременную обработку препрега СВЧ-излучением без перевода твердофазных компонентов в вязкотекучее состояние.
В качестве физической модификации применялась СВЧ-обработка препрега. Такая обработка является экономичным приемом для регулирования свойств получаемых изделий.
Преимуществом СВЧ-излучения является его более высокая проникающая способность - это излучение влияет на весь объем материала.
Под влиянием СВЧ-колебаний, как и при нагревании, повышается подвижность структурных элементов полимера, то есть по существу такие воздействия эквивалентны повышению температуры [5].
Для получения полимерной арматуры потребовалось подобрать оптимальное содержание нитей, температурный режим, линейную скорость, мощность и продолжительность обработки.
Оптимальное количество нитей для получения стержней заданного диаметра зависит от толщины используемых нитей: количество нитей растет с уменьшением толщины нитей. От количества нитей зависит содержание связующего в образцах, в данной работе оно составляло 35-45% масс.
Формование и отверждение образцов проводили при повышенных температурах ниже температуры размягчения и плавления армирующих нитей.
Линейная скорость была определена как отношение длины формующей головки к оптимальной продолжительности отверждения. Оптимальная продолжительность определяется временем, необходимым для равномерного прогрева формуемого образца.
Образцы формовали из необработанного препрега и препрега, обработанного при различной мощности источника излучения. Оптимальная мощность источника обеспечивает значительное упрочнение без разрушения волокнистой структуры нитей. Мощность обработки варьировали от 0 до оптимального значения в диапазоне устройства СВЧ. Повышение мощности выше оптимальной приводило к тому, что препрег отверждался непосредственно в камере обработки, а при недостаточной мощности источника СВЧ-обработка слабо влияла на характеристики получаемого материала.
Оптимальная продолжительность обработки препрега обеспечивает равномерный прогрев препрега без изменения агрегатного состояния нитей и увеличение прочностных характеристик получаемых изделий при повышении температуры обработки. При продолжительности меньше оптимальной происходит незначительное улучшение характеристик и недостаточный прогрев, а при продолжительности больше оптимальной происходит преждевременное отверждение связующего.
Отработка параметров оптимального технологического режима позволила проанализировать влияние СВЧ на структуру и свойства получаемых ПКМ.
Полученные образцы подвергали испытаниям для определения следующих характеристик:
σи - разрушающее напряжение при статическом изгибе МПа (ГОСТ 4678-71);
aуд - ударная вязкость, кДж/м2 (ГОСТ 4648-71);
σраст - разрушающее напряжение при растяжении, МПа (ГОСТ 11262-80);
Ep – модуль упругости, МПа (ГОСТ 9550-81).
Таблица 1
Влияние СВЧ-обработки на прочностные характеристики ПКМ
|
Мощность, Вт |
Наполнитель |
а уд, кДж/м2 |
∆ а уд |
σ изг, МПа |
∆σизг |
σ раст, МПа |
∆ σраст |
Ep, МПа |
∆ Ep |
|
0 |
Капрон |
139 |
- |
167 |
- |
95 |
- |
9460 |
- |
|
СН |
223 |
- |
262 |
- |
196 |
- |
16350 |
- |
|
|
180 |
Капрон |
124 |
-0,11 |
187 |
+0,11 |
109 |
+0,13 |
10700 |
+0,17 |
|
СН |
210 |
- 0,05 |
287 |
+0,10 |
206 |
+0,05 |
17700 |
+0,08 |
|
|
300 |
Капрон |
121 |
-0,13 |
198 |
+0,16 |
114 |
+0,17 |
12550 |
+0,25 |
|
СН |
200 |
-0,11 |
301 |
+0,15 |
220 |
+0,12 |
19880 |
+0,21 |
Значения, приведённые в таблице 1, показали, что предварительная кратковременная обработка препрегов СВЧ-излучением привела:
- к понижению ударной вязкости на 5-11% для ПКМ, армированных стеклянными нитями, и понижению на 11-13% для ПКМ, армированных капроновыми нитями;
- к повышению разрушающего напряжения при статическом изгибе на 10-15% для ПКМ, армированных стеклянными нитями, и повышению на 11-16% для ПКМ, армированных капроновыми нитями;
- к повышению разрушающего напряжения при растяжении на 5-12% для ПКМ, армированных стеклянными нитями, и на 13-17% для ПКМ, армированных капроновыми нитями;
- к повышению модуля упругости на 8-21% для ПКМ, армированных стеклянными нитями, и на 17-21% для ПКМ, армированных капроновыми нитями;
по сравнению с образцами, не подвергнутыми обработке, при этом эффект влияния обработки усиливается с увеличением мощности источника излучения. Продолжительность не может быть меньше 2-3 минут, так как при меньшей продолжительности не достигается равномерный прогрев материала. Дальнейшее увеличение мощности источника более 300 Вт вызывает преждевременное отверждение препрега.
Анализ таблицы 1 показал, что все наблюдаемые эффекты изменения прочностных характеристик с вероятностью 95% превышают максимальные абсолютные погрешности. Наблюдаемые эффекты значительно выше абсолютных погрешностей, то есть является надёжными результатами.
Две главные рассмотренные прочностные характеристики - ауд и σ изг – для сетчатых полимеров являются структурными антиподами: при сокращении средней массы межузловых цепей в процессе отверждения ауд сокращается, а σ изг возрастает. Наблюдаемое в результатах эксперимента понижение ауд и повышение σ изг после обработки СВЧ говорит о том, что обработка СВЧ вызывает дополнительное структурирование материала. Таким образом, волновая СВЧ-обработка влияет на конкуренцию процессов сшивания и линейного роста макроцепей при отверждении в сторону ускорения процесса сшивания в отличие от волновой обработки УФИ, которая приводит к преимущественному увеличению ударной вязкости армированных материалов, то есть способствует усилению направления линейного роста макроцепей [3].
Возрастание модуля упругости образцов ПКМ в результате кратковременной предварительной обработки препрега СВЧ-излучением свидетельствует об увеличении степени сшивания связующего, то есть о сокращении средней массы межузловых цепей. Наибольшее увеличение модуля упругости происходит у материала с капроном.
Упрочнение материала с капроном вследствие обработки СВЧ-излучением обусловлено не только влиянием СВЧ на частоту сшивки связующего. После применяемой обработки возрастает прочность капроновых нитей вследствие образования в поликапроамиде дополнительного количества водородных связей.
Выводы
Существуют три возможные причины упрочняющего влияния обработки препрега СВЧ-излучением:
- дополнительное сшивание макроцепей полимерной матрицы;
- упрочняющее влияние СВЧ на армирующие нити;
- усиление адгезии между связующим и наполнителем.
Рецензенты:
Арзамасцев С.В., д.т.н., профессор, декан технологического факультета Энгельсского технологического института, г. Энгельс;
Клинаев Ю.В., д.ф.-м.н., профессор кафедры технической физики и информационных технологий, г. Энгельс.
Библиографическая ссылка
Пятаев И.В., Студенцов В.Н. ИЗУЧЕНИЕ ВЛИЯНИЯ ОБРАБОТКИ СВЧ ИЗЛУЧЕНИЕМ ИСХОДНЫХ ПРЕПРЕГОВ НА ПРОЧНОСТНЫЕ ХАРАКТЕРИСТИКИ МАТЕРИАЛОВ НА ОСНОВЕ ЭПОКСИДНОЙ СМОЛЫ, АРМИРОВАННОЙ РАЗЛИЧНЫМИ НИТЯМИ // Современные проблемы науки и образования. 2015. № 1-1. ;URL: https://science-education.ru/ru/article/view?id=18218 (дата обращения: 04.11.2025).