



Методика исследований
Минералогический состав сырьевых материалов и спеченных масс определен на основе данных рентгеноструктурного анализа, проведенного на дифрактометре фирмы Shimadzu XRD-6000. Термографический анализ выполнен на дериватографе фирмы «Netzch». Микроструктура отходов и спеченных керамических масс исследована на микроскопах МБС и Axio observer. A1m.
Обсуждение результатов
Химический и минералогический состав смешанных отходов шламового поля представлен в таблице 1–2.
Таблица 1
Химический состав смешанных отходов алюминиевого производства
|
Наименование отходов |
Содержание компонентов, масс. % |
||||||||
|
SiO2 |
Al2O3 |
Fe2O3 |
CaO |
MgO |
Na2O |
SO42- |
F- |
п.п.п. |
|
|
Смешанные отходы шламового поля |
0,68 |
12,53 |
1,13 |
0,73 |
0,6 |
15,89 |
0,64 |
16,38 |
51,42 |
Таблица 2
Минералого-петрографическая характеристика шлама
|
Наименование минералов |
Содержание,% |
Описание минералов |
|
Графит |
70–73 |
Кристаллы черного цвета неправильной формы с металлическим блеском |
|
Криолит |
8–10 |
Пластинчатые кристаллы, прозрачные, блеск стеклянный (Nр=1,34) |
|
Корунд |
5–6 |
Остроугольные зерна неправильной формы, бесцветные. Наблюдается также глинозем в аморфном состоянии |
|
Флюорит |
4–6 |
Бесцветные зерна (Nр=1,73) неправильной формы, находятся в ассоциации с криолитом |
|
Нефелин |
2–3 |
Мелкие призматические кристаллы серого цвета, прозрачные (Nо=1,532–1,547; Nр=1,529–1,542) |
|
Диаспор |
2 |
Тонкопластинчатые кристаллы |
|
Топаз |
3 |
Кристаллы призматической формы желтоватого цвета |
Смешанные отходы шламового поля представлены тонкодисперсным материалом черного цвета с размером частиц от 0,071 до 1,0 мм (рис. 1) [2].
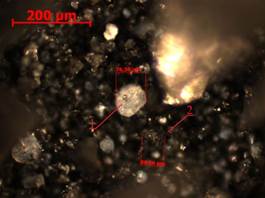
1 – криолит; 2 – графит
Рис. 1. Микрофотография смешанных отходов шламового поля
Микроскопическое исследование шлама (рис. 1) показало, что материал состоит из метаморфизованных угольных частиц графита (d/n=0,338;0,202;0,169 нм), криолита (d/n=0,193;0,275;0,233 нм), корунда (d/n= 0,208;0,255;0,160 нм), флюорита, нефелина, диаспора и др. В исследуемых отходах найдены также небольшие количества фторидов натрия, магния, алюминия, эльпазолита и других соединений. Оксид алюминия в основной своей массе присутствует в аморфном состоянии и в виде корунда. Потери при прокаливании, достигающие в шламе 50–60 %, полностью относятся к содержанию в массе графита и углеродистой сажи. Результаты минералого-петрографических исследований шлама (табл. 2) хорошо согласуются с данными его химического состава и подтверждаются рентгеноструктурными и термическими исследованиями. На дифрактограмме графит фиксируется с величиной d/n= 0,338;0,202;0,169 нм, корунд – с d/n= 0,208;0,255;0,160 нм, криолит- с d/n= 0,193;0,275;0,233 нм. При нагреве шламов наблюдается эндотермический эффект при температуре 50–100 °С, относящийся к удалению гигроскопической воды; экзотермический эффект при 90–140 °С связан с адсорбцией угольной массой кислорода из атмосферы; слабый эффект в интервале температур 180–300 °С относится к процессу дегидратации гидрооксида алюминия; эндотермический эффект в 340 °С связан с потерей воды кристаллогидратом криолита; интенсивный экзотермический эффект при 350–600 °С относится к процессу выгорания углеродистой массы; экзотермический эффект с максимумом в 975 °С соответствует кристаллизации стеклофазы.
Изменение фазового состава шлама в зависимости от температуры обжига (время выдержки 2 ч) фиксировали по дифрактограммам, полученным в интервале температур 500–1000 °С. Анализ дифрактограмм обожженного продукта при температуре 600 °С свидетельствует об отсутствии отражений минерала графита, что связано с практически полным выгоранием в данном температурном интервале углеродистой массы. При данной температуре зафиксировано изменение интенсивности отражений минерализующих компонентов в виде криолита, флюорита, давсонита, эльпазолита. Начало снижения интенсивности отражений криолита (0,338 нм) и эльпазолита (0,234 нм) при 600 °С с максимумом этих процессов при 800–1000 °С совпадает с ростом площади полосы рассеивания аморфной фазы в шламе, термообработанном при 600–1000 °С с максимумом при угле дифракции 22–32°. В интервале температур 800–1000 °С происходит также снижение интенсивности отражений флюорита (0,165 нм) и давсонита (0,279 нм), что также способствует увеличению фона аморфного продукта. В связи с этим эндотермический эффект в интервале температур 600–820 °С следует связывать с плавлением солей и их эвтектических смесей, содержащихся в шламе, что подтверждается, в частности, данными П.П. Федотьева и В.П. Ильинского, обнаруживших эвтектику криолита и фтористого алюминия при 685 °С [7].
Анализ химического состава отходов свидетельствует о перспективности утилизации смешанных отходов шламового поля в качестве топливной и минерализующей добавки в технологии керамического кирпича. Исследования проведены по отношению к керамической массе, используемой для производства керамического облицовочного кирпича на ООО «Сибирский элемент» (г. Красноярск). Состав керамической массы: легкоплавкий гидрослюдисто-монтморрилонитовый суглинок – 85 масс. %; глина тугоплавкая – 15 масс. %. Изучение процесса спекания керамических масс с минерализующими добавками проводили в температурном интервале 900–1000 °С.
Оптимизацию технологических параметров получения керамического кирпича с использованием в качестве топливно-минерализующей добавки смешанных отходов шламового поля проводили с использованием математического планирования путем реализации полного факторного эксперимента 23. Факторы воздействия, интервалы их варьирования и матрица планирования эксперимента с полученными значениями откликов представлены в таблицах 3 и 4.
В качестве параметров оптимизации (откликов) выбраны Y1 – кажущаяся плотность ρкаж, г/см3; % и Y2 – водопоглощение W, %.
Таблица 3
Уровни и интервалы варьированья факторов
|
Факторы |
Уровни факторов |
Интервал варьирования |
||
|
–1 |
0 |
+1 |
||
|
Х1 – содержание отхода, % по массе |
5 |
10 |
15 |
5 |
|
Х2 – продолжительность обжига τ, ч |
2 |
3 |
4 |
1 |
|
Х3 – температура обжига Т, °С |
900 |
950 |
1000 |
50 |
Таблица 4
План и результаты оптимизации
|
Опыт |
В безразмерном масштабе |
В натуральном масштабе |
Отклики |
|||||
|
Х1 |
Х2 |
Х3 |
отход, % |
τ, ч |
Т, ̊С |
Y1 |
Y2 |
|
|
1 |
- |
- |
+ |
5 |
2 |
1000 |
1,72 |
12,16 |
|
2 |
+ |
- |
+ |
15 |
2 |
1000 |
1,69 |
11,87 |
|
3 |
- |
+ |
+ |
5 |
6 |
1000 |
1,72 |
11,87 |
|
4 |
+ |
+ |
+ |
15 |
6 |
1000 |
1,68 |
11,32 |
|
5 |
- |
- |
- |
5 |
2 |
900 |
1,72 |
14,97 |
|
6 |
+ |
- |
- |
15 |
2 |
900 |
1,64 |
14,58 |
|
7 |
- |
+ |
- |
5 |
6 |
900 |
1,70 |
14,48 |
|
8 |
+ |
+ |
- |
15 |
6 |
900 |
1,60 |
13,49 |
Расчетные уравнения регрессии для параметров оптимизации (Y1, Y2) имеют вид:
Y1=1,68-0,031∙X1-0,008∙X2+0,018∙X3+0,013∙X1∙X3 (1)
Y2=13,09-1,29∙X3 (2)
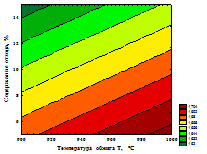
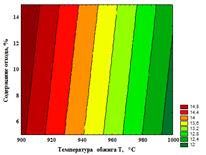
По экспериментальным данным для удобства восприятия установленных закономерностей в программе «Статистика» построены графики зависимости основных факторов воздействия и параметров оптимизации, представленные на рисунках 2–3.
 а
а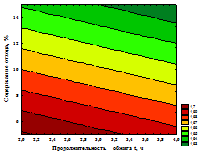 б
б
Рис. 2. Зависимость кажущейся плотности от содержания отхода и от температуры обжига (а), от продолжительности обжига (б)
 а
а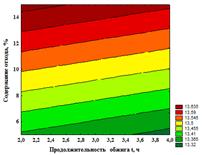 б
б
Рис. 3. Зависимость водопоглощения от содержания отхода и от температуры обжига (а), от продолжительности обжига (б)
Добавка шлама алюминиевого производства в количестве 5–15 %, содержащего низковязкий комбинированный минерализатор, приводит к значительному повышению прочности образцов и снижению водопоглощения. Эффективность воздействия шлама на улучшение физико-механических показателей прослеживается уже с температуры 900 °С. Это связано с возникновением при 850 °С расплава комбинированного минерализатора с низкой динамической вязкостью и доказывает его эффективность в сравнении с действием отдельных его составляющих, имеющих температуру образования расплава несколько ниже температуры плавления комбинированного минерализатора (на 30–150 °С). Положительное воздействие смешанных отходов связано с воздействием минерализующих компонентов на примесные карбонатные минералы в виде доломита MgCO3×CaCO3 и кальцита CaCO3 (25 %). При введении в массу шлама с низковязким минерализующим компонентом происходит активное его воздействие на ускорение реакций между карбонатом кальция и свободным оксидом кальция с продуктами распада глинистых минералов, а также на вовлечение CaO в эвтектические низковязкие расплавы. Значительное снижение содержания кварца указывает на его переход в расплав с вовлечением в него свободного оксида кальция, через который кристаллизуется дополнительное количество анортита. Кроме того, реакционный оксид магния в керамической массе со шламом полностью связывается в диопсид, о чем свидетельствует отсутствие рефлексов периклаза и возрастание рефлексов диопсида.
Заключение
Таким образом, кристаллизация дополнительного количества таких технологически полезных кристаллических фаз, как диопсид и анортит, определяет высокие физико-технические свойства изделий со шламами.
Эффект интенсификации спекания керамических масс с добавками шлама связан также с наличием в его составе графитизированного углерода (до 50 %), в связи с чем шлам является эффективной топливосодержащей добавкой (теплотворная способность QРн=20237 кДж/кг), обеспечивающей равномерное распределение тепла по всему объему обжигаемого изделия. Исследования показали, что для низкосортного полиминерального глинистого сырья за счет введения 5–15 % шлама температура обжига керамической массы снижается на 100 °С без ухудшения физико-механических свойств материала.
Рецензенты:
Фабинский П.В., д.х.н., доцент, и.о. заведующего кафедрой неорганической химии ГОУ ВПО «Сибирский государственный технологический университет», г. Красноярск;
Кузнецов П.Н., д.х.м., профессор, ведущий сотрудник, Институт химии и химической технологии СО РАН, г. Красноярск.
Библиографическая ссылка
Еромасов Р.Г., Никифорова Э.М., Ступко Т.В., Васильева М.Н., Симонова Н.С., Куликов С.А., Аполлонов Б.О. ПУТИ УТИЛИЗАЦИИ ОТХОДОВ ГАЗООЧИСТКИ АЛЮМИНИЕВОГО ПРОИЗВОДСТВА В ТЕХНОЛОГИИ КЕРАМИЧЕСКОГО КИРПИЧА // Современные проблемы науки и образования. 2015. № 1-1. ;URL: https://science-education.ru/ru/article/view?id=19341 (дата обращения: 04.11.2025).